ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Самодельные устройства для инверторной сварки. Самодельный инверторный сварочный аппарат
САМОДЕЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ
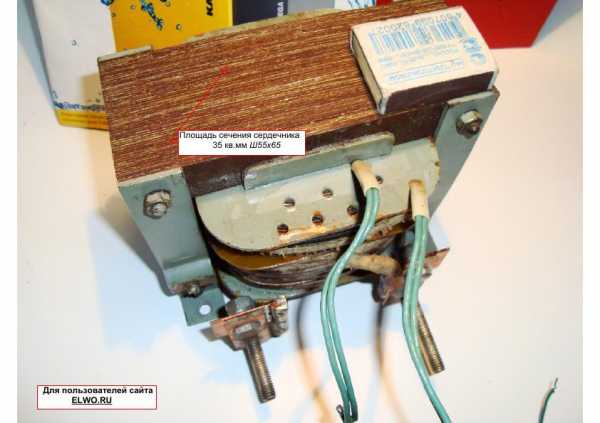
Недавно на досуге собрал очередной сварочный аппарат. Сразу замечу - это не инвертор, - обычная переменка на Ш-образном железном сердечнике, рассчитанная на электрод диаметром 3мм, с принудительным охлаждением.
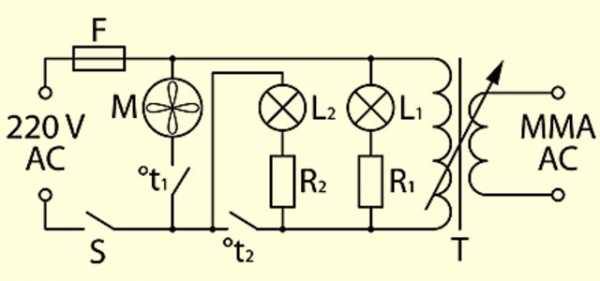
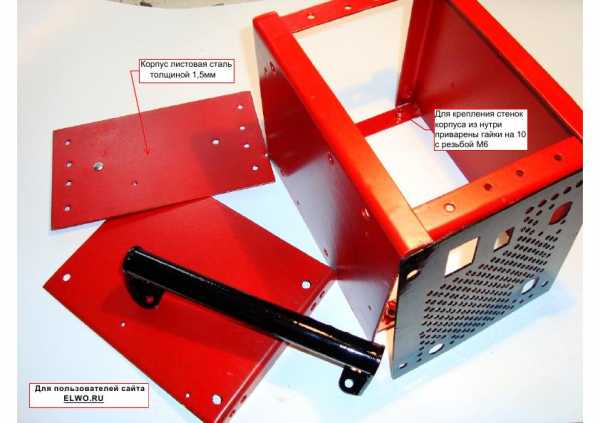
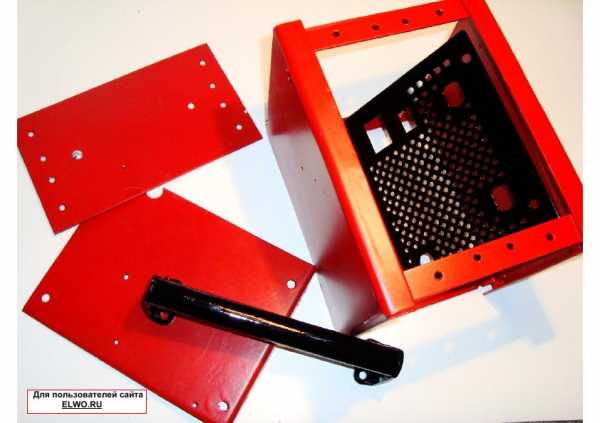
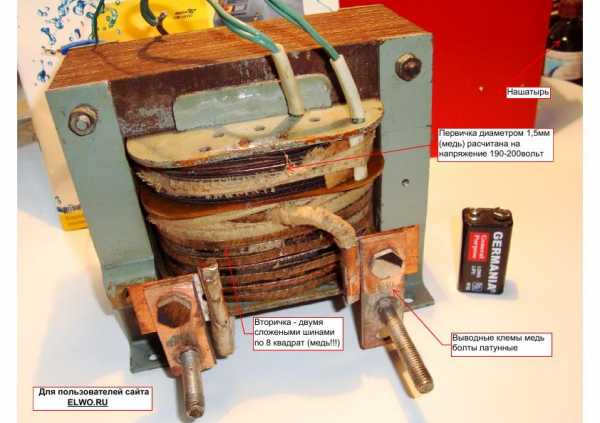
Почему была выбрана такая простейшая схема? Да просто это обошлось лишь расходами на краску, так как остальные компоненты самодельного сварочного аппарата уже были в наличии, а их совсем не много. Корпус, из дверок распред щитка, сталь 1,5 мм толщиной обработана болгаркой. Половинки сварены этим-же трансформатором. По трансформатору - 35 квадратов железо. Мощности хватает с головой! Получился ток на выходе выше запланированного. Про регулировку даже мысли не было - варит и так неплохо. Далее смотрите подробную фотосессию сборки самодельного сварочного аппарата:









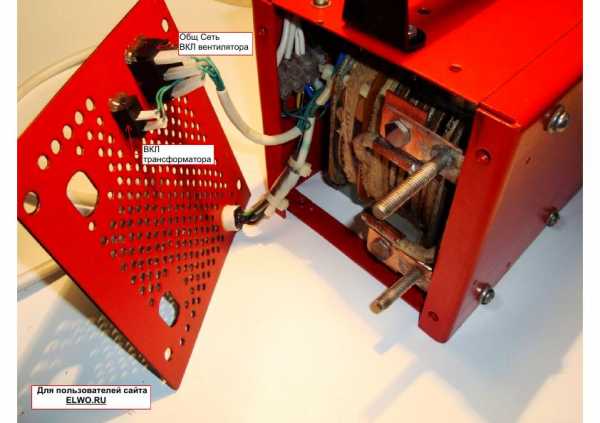

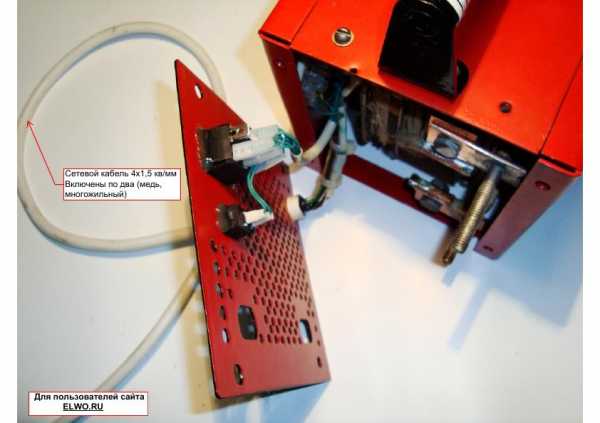



При 230 вольт в сети и КЗ на выходе, ток потребления прыгал 14,5-15,5 А. При работе 16 А автомат держит. Для тех у кого возникнут вопросы: При работе греется (на то поставлен вентилятор), и чтоб не спалить установлен тепловой расцепитель на 80 градусов. Как в работе, - в помещении (6 электродов без вынимачки) подряд, - сработала защита по перегреву (вентилятор при этом не выключается) 15-20 мин отдых и еще 4 электрода. В общем получился аппарат для оперативных, быстрых работ (но не для промышленного применения, с 8 часовым рабочим днем). По входу автоматический выключатель (Автомат С16) и тепловое реле с током 25 А, - вот и вся схема! Короче, для гаража - песня! Автор: -igRoman-
Форум по сварочным аппаратам
Схемы преобразователей
elwo.ru
Самодельный инверторный сварочный аппарат из деталей старых телевизоров
Самодельный инверторный сварочный аппарат из деталей старых телевизоров
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители берутся за самостоятельное их изготовление.
У нас уже была статья о том, как изготовить сварочный полуавтомат своими руками, однако на этот раз мы предлагаем еще более простой вариант из легкодоступных деталей.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
Из двух основных вариантов конструкции аппарата - со сварочным трансформатором или на основе конвертора - был выбран второй.
Действительно, сварочный трансформатор - это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я сделал сварочный аппарат своими руками
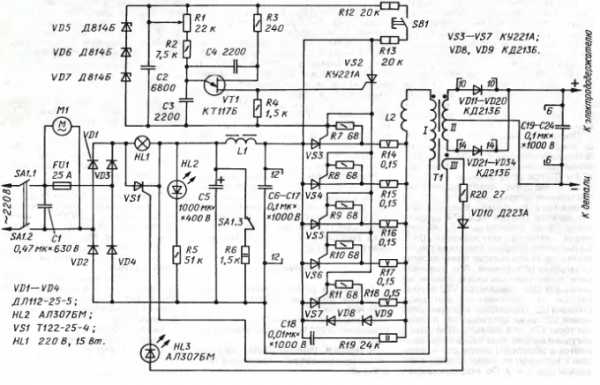
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью - это обычный однотактный конвертор, его достоинство - в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Сварочный аппарат обладает следующими основными характеристиками:
| Пределы регулирования сварочного тока, А | 40...130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
| Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A - 130A | 60-40 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока - постоянный, регулирование - плавное.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Использование постоянного сварочного тока при обратной полярности сварочного напряжения позволяет соединять тонколистовые детали.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 - первичная обмотка трансформатора Т1 - конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 - VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 - С24 - его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 - любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60x15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5x25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3...0,5 мм. Индуктивность дросселя - 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 - еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов - К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1...0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4...6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12...14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1...1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора.
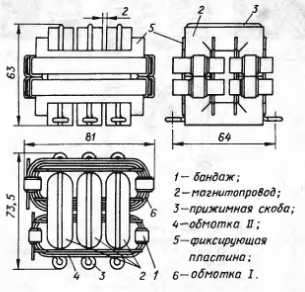
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2x4 витка, вторичная - 2x2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8...1 мм. Ширина бандажа - 10...11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, чем больше воздушных зазоров в обмотках, тем эффективнее будет отведение тепла от трансформатора.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68x10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом - это необходимо для правильной работы выпрямителя VD11 - VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, - по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35...0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2...0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16x20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II - аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
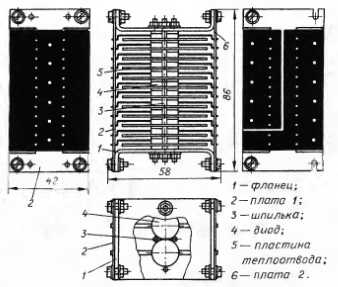
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44x42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково - выводами катода вправо по рисунку - и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати - шестью, вторая плата с общей точкой всех диодов - шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять - в одном плече, четыре - в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
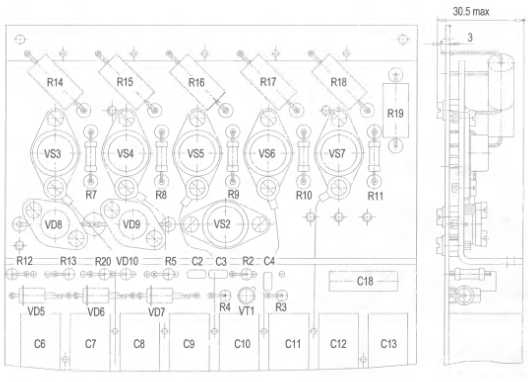
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 - VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:
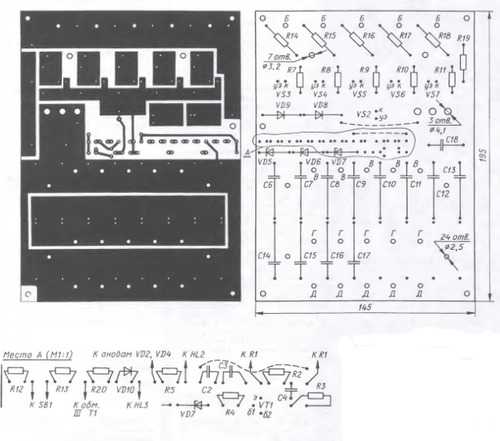
Масштаб чертежа платы - 1:2, однако плату несложно разметить, даже не пользуясь средствами фото увеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине. Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8...1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д - с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2).
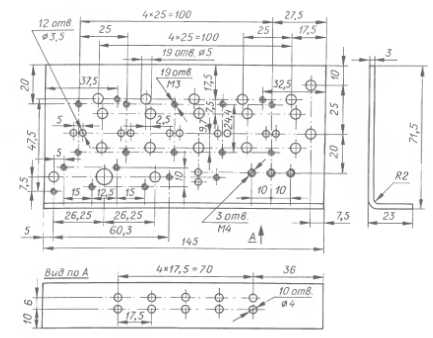
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода - медь (или латунь). При его отсутствии придется использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают.
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения.
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают амплитуды импульсов, необходимой для устойчивого открывания тринистора VS2.
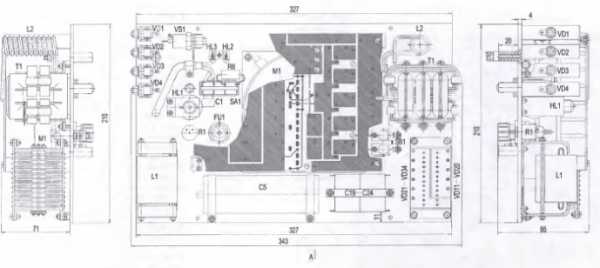
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4...5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника - 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1... 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Внешний вид сварочного аппарата с уложенными кабелями.

Сабранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3...4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
promsnabservisnk.ru
Сварочный инвертор своими руками - Для умелых рук
Хотим сегодня предложить вам схему самодельного сварочного инвертора, который вы если постараться сумеете собрать своими руками. Макс потребляемый ток - 32 ампера, 220 в. Ток сварки - Примерно 250 ампер, это достаточно чтобы без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне заводских, а может и лучше (имеется в виду инверторные).
Сразу хотим вас предупредить что собрать инвертор не очень простое дело и под силу человеку уже державшему ранее паяльник в руках. Поэтому если вы не относитесь к их числу рекомендуем приобрести хорошо зарекомендовавший себя инвертор сварог модели ARC однофазные аппараты, рассчитанные на 160-200 А, так и промышленные трехфазные модели, имеющие максимальную мощность сварочного тока от 250 до 630 А. Эти модели отличаются высоким значением КПД, портативностью, низкой энергоемкостью, стабильностью горения дуги
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8Первичка имеет 100 витков провода ПЭВ 0.3ммВторичка 2 имеет 15 витков провода ПЭВ 1ммВторичка 3 имеет 15 витков ПЭВ 0.2ммВторичка 4 и 5 по 20 витков провода ПЭВ 0.35ммВсе обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 - принципиальная схема инвертора. Частота - 41 кГц, но можно испытать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора намотаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу которую используют в касовых аппратах. Вторичная обмотка наматывается из 3 х слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции,Чтобы получить лучшую проводимость высоко- частотных токов, контактные концы вторичной обмотки на выходе трансформатора спаяны вместе.Дроссель L2 намотали на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо , вторичка 85 витков провод сечением 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Alton 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снаберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельз,я так как снаберы выполняют важную роль:первая - они глушат резонансные выбросы трансформатора вторая - они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снабер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.Когда IGBT быстро открываются, то через резисторы R24 R25 снаберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кгц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Не какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Скачать печатные платы в формате LAY и др. файлы
Автор: Евгений РодиковСсылки на схожие материалы:ymelie-ryki.ru
Сварочный инвертор своими руками из старой микроволновки и компьютера
Собрать сварочный инвертор своими руками по силам любому человеку, имеющему опыт работы с электрическим оборудованием и материалами. Схема такого аппарата достаточно проста и сборка обычно не составляет трудностей.

Принцип действия инверторных агрегатов
Собрать простейший инверторный аппарат можно при помощи простейшей схемы, найденной в интернете. В отличие от традиционных сварочных агрегатов инвертор работает по несколько иному принципу.
- Получение сварочного тока с высокой силой (до 250А) обеспечивается преобразование стандартного напряжения в высокочастотное.
- На первом этапе классическая схема, по которой скомпонован аппарат предполагает выравнивание питающего электричества.
- После этого при помощи силового преобразователя формируется напряжение с повышенной частотой. В большинстве случаев этот показатель достигает 41-55 кГц, но существуют и схемы, работающие при 75 кГц
- Такая схема преобразования позволяет из входящих 220В при 30 А получить сварочный ток с возможностью регулировки до 250А.
Основное преимущество, которым отличается аппарат, это сниженная масса при достаточной мощности. Традиционный агрегат для сварки с аналогичными данными будет весить не менее 20-25 кг, тогда как масса инвертора со всеми элементами схемы управления и охлаждения не превысит 2-5 кг.
Основные конструктивные узлы инверторной техники для сварки
Для того чтобы собрать сварочный инвертор своими руками вам понадобятся следующие узлы и детали:
- Понижающий трансформатор, обеспечивающий снижение напряжения до рабочей величины. Чаще всего используются стандартные модернизированные модели, применяемые на кухонной микроволновой технике.
- Высокочастотный дроссель так же получают путем перемотки существующих трансформаторов.
- Корпус, в который необходимо поместить аппарат должен обеспечить монтаж всех элементов, обеспечение циркуляции вентиляционных потоков, защиту сварщика от поражения электрическим током.
- Учитывая рабочие режимы оборудования, необходимо обеспечить агрегат эффективной системой охлаждения. Чаще всего используют воздушные модификации, позволяющие обеспечить защиту от перегрева всем основным узлам устройства.
Перематываем трансформатор
Учитывая то, что в микроволновой технике применяются трансформаторы, обеспечивающие повышенное вторичное напряжение, то модернизировать придется именно эту обмотку.
- С максимальной аккуратностью удаляем защитный лакокрасочный слой.
- Демонтируем заводскую вторичную обмотку.
- Рассчитываем параметры необходимой новой обмотки. Для этого необходимо определить сечение провода, количество требуемых витков. Все способы расчета имеются в школьном курсе физики или электротехнической литературе.
- Наиболее оптимальный аппарат можно получить используя для понижающей обмотки медную жесть, толщина которой составляет 0,3 мм, а ширина полосы не превышает 40 мм.
- Существует возможность применения провода ПЭВ (эмалированный), сечение которого составляет 0,5*0,7 мм. При выборе такого варианта следует учитывать то, что такой трансформатор будет в большей степени подвергнут перегреву. Основной причиной этого считается меньший теплообмен, обеспеченный особенностями намотки провода.
- Все слои должны быть тщательно изолированы, для чего следует использовать вощеную бумагу и специальные электротехнические лаки.
Силовые элементы преобразователя
Эффективный сварочный аппарата можно создать при использовании силовых полупроводниковых элементов. Учитывая высокую нагрузку, которую предполагает схема подключения деталей выпрямителя и преобразователя, необходимо предусмотреть возможность эффективного охлаждения полупроводников.
Для этой цели необходимо использовать стандартные радиаторы, обладающие значительной теплоотводящей площадью. Свою эффективность на практике доказал аппарат, созданный с применением вентиляторов (кулеров) от старой компьютерной техники.
Предполагается установка таких устройств на всех силовых элементах схемы:
- Понижающий трансформатор
- Высокочастотный дроссель.
- Силовые узлы преобразователя.
Помните о том, что аппарат с неэффективной системой охлаждения не сможет работать стабильно. Кроме того, постоянные перегревы считаются основной причиной выхода оборудования из строя.
Особенности устройства корпуса агрегата
Самодельный инверторный аппарат должен размещаться в достаточно просторном корпусе, обеспечивающим доступ ко всем основным узлам, и их охлаждение.
- Предпочтение отдается прочному пластику.
- На поверхности корпуса высверливаются ряд отверстий, обеспечивающих приток свежего воздуха.
- Вентиляторы с радиаторами монтируются таким образом, чтобы они обеспечили вытяжку горячего воздуха. Только в этом случае аппарат будет работать в режиме с оптимальными параметрами.
- При монтаже и креплении трансформаторов, не стоит забывать о том, что первичные обмотки соединяются параллельно, а вторичные последовательно. Это позволит получить выходное напряжение в пределах 30В, а силу тока увеличить до 50-250А.
Немаловажным этапом сборки инвертора считается его настройка. Если у вас нет опыта выполнения таких работ, лучше доверьте ее профессионалам. Для осуществления регулировки параметров работы понадобится осциллограф, позволяющий с высокой точностью определить режимы работы преобразователя.
Правильно собранный самодельный аппарат инверторного типа позволяет осуществлять сварку как черного, так и цветных металлов. При работе можно использовать электроды диаметром до 5 мм (зависит от технических возможностей устройства). Самостоятельная сборка (при наличии соответствующего опыта) поможет существенно сэкономить на покупке сварочного аппарата.
Похожие статьиgoodsvarka.ru
Как сделать сварочный инвертор своими руками: особенности
Практически все сварочные аппараты сделаны по одному и тому же принципу. Применяется инверторная схема, в которой силовыми переключателями являются полевые транзисторы большой мощности. Благодаря такой схеме произошло уменьшение веса сварочного аппарата, снизились размеры самого устройства. Ее применение предоставляет возможность уменьшить массу и габариты конструкции.
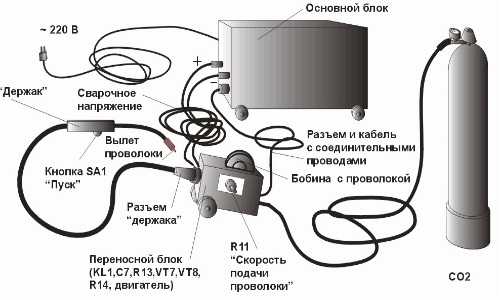
Схема сварочного инверторного полуавтомата.
В магазинах и на рынке предлагается большой ассортимент таких сварочных аппаратов. Все они имеют одинаковый принцип действия, но стоимость такого сварочного инвертора довольно высока. Поэтому появляется вопрос: как сделать сварочный инвертор своими руками? Прежде чем ответить на него, необходимо разобраться в его устройстве и в работе внутренней схемы.
Виды сварки и сварочные аппараты
Технологический процесс сварки имеет несколько разновидностей:
- дуговую;
- электрошлаковую:
- плазменную;
- электронно-лучевую;
- лазерную;
- газовую;
- контактную;
- ультразвуковую;
- точечную.
Для работы в домашних условиях, на своем приусадебном участке хватает самой обыкновенной электродуговой сварки. Для такого вида сварочных работ изготавливаются два типа сварочных аппаратов:
- трансформаторные;
- инверторные.
Классификация видов сварки.
Трансформаторный сварочный аппарат может работать практически на любом виде тока. У такого устройства нескольких положительных характеристик:
- надежность;
- простота обслуживания;
- долговечность;
- большой вес.
Однако такой сварочный аппарат реагирует на скачки напряжения. При падении напряжения, когда оно менее 200 вольт, все работы практически прекращаются, так как очень сложно получить дугу и удерживать ее постоянно.
Инверторный сварочный аппарат является изобретением последних десятилетий. Он значительно облегчает работу сварщика. За счет применения современной электронной начинки намного уменьшилась масса аппарата.
Теперь она не превышает 5 кг. Сварочный аппарат инвертор способен стабилизировать ток. Он может функционировать, когда в сети происходит падение напряжения. Такой аппарат тонко чувствует повышение температуры и сильный нагрев. Работа на инверторе требует особых навыков, аккуратности и осторожности.
Вернуться к оглавлению
Подготовка основы для изготовления самодельного инвертора
Конструкция сварочного инвертора.
Базой сварочного инвертора может стать обыкновенный трансформатор от домашней микроволновой печи. В состав трансформатора входят:
- катушки;
- медный провод;
- железо;
- эмаль.
Одна катушка играет роль первичной обмотки, другая, естественно, вторичной. Цветной медный провод намотан на сердцевину, сделанную из железа, и покрыт эмалью.
Каждая катушка имеет определенное число витков. Электрическая сеть работает в паре с первичной обмоткой. Благодаря индукции происходит образование тока во вторичной обмотке. Он имеет напряжение намного ниже того, которое возникло в первичной обмотке. Зато амперный показатель намного выше.
Для работы инвертору нужен постоянный ток, который можно регулировать.
Максимальное значение тока может достигать 130 ампер. На первичной обмотке максимальным будет 20 А. Чтобы получить качественное сварное соединение, применяются электроды, диаметр которых не превышает 3 мм. Включение сварочного напряжения выполняется тумблером, расположенным на электрододержателе. Сварочный аппарат такого типа способен выполнять сварку при обратной полярности. В результате можно сваривать тонкие стальные листы.
Вернуться к оглавлению
Убавление числа витков
Схема генератора сварочного инвертора.
Уменьшение количества витков просто необходимо, так как трансформатор СВЧ печи дает напряжение более 2000 вольт. Поэтому он требует усовершенствования. Для нормальной работы необходимо сделать следующее:
- увеличить значение тока;
- уменьшить напряжение.
Каждый профессиональный сварщик хорошо знает, что очень маленький ток отрицательно сказывается на качестве сварки. Если будет иметь место большая сила тока, не только произойдет горение электрода, но и будет испорчен сам металл.
Для хорошей работы нужно перемотать вторичную обмотку. Каждый виток должен иметь плотное соприкосновение с последующим, однако провод намотки уже другой. Для этого применяется провод, покрытый эмалью. Перед началом работ разрезается старая обмотка и удаляется из катушки. Работу нужно делать аккуратно и осторожно, чтобы не испортить первичную обмотку.
Новый провод должен иметь конкретное сечение, а намотка выполняется с определенным числом витков. Все эти параметры зависят от вида трансформатора. Поэтому невозможно точно сказать, каким конкретно должны быть эти данные. Все расчеты сделать очень просто, достаточно заглянуть в школьный учебник физики или воспользоваться услугами специального онлайн-калькулятора.
После изготовления новой обмотки ее нужно обязательно закрыть токоизоляционным лаком.
Вернуться к оглавлению
Монтажные работы: рекомендации
Для самодельного сварочного инвертора необходимо подобрать корпус, в который будут вставляться все детали. Желательно, чтобы такая емкость была компактной и удобной в транспортировке.
Схема сварочного инвертора.
Трансформаторы должны крепиться последовательно, один за другим. Тогда произойдет уменьшение тока до 50 ампер. Первичные обмотки устанавливаются параллельно, вторичные можно размещать последовательно. Такой монтаж позволит получить:
- 60 ампер при работе с нагрузкой;
- 38 вольт на выходе.
Детали электрической схемы монтируются на заводской плате. Монтаж схемы блока питания, его платы и драйверов осуществляется отдельно. Металлическим листом от платы отделяется силовая часть. Лист подсоединен к корпусу инвертора. Управляющие проводники соединяются попарно. Их нужно припаять рядом с ножками транзисторов. Размер таких проводников обычно не больше 15 см, диаметр провода значения не имеет.
Когда выполняются сборочные работы, необходимо обязательно сделать армирование силовых дорожек. Простого лужения здесь не хватит, необходимо пропаять все дорожки медной проволокой. Простой припой может расплавиться, в результате сгорят все транзисторы.
Чтобы более качественно происходил отвод тепла от мощных тринисторов, их устанавливают на специальный радиатор, крепящийся к плате. Габариты радиаторов, интенсивность обдува сильно влияют на эксплуатационные характеристики сварочного инвертора. Чем они лучше, тем дольше будет работать аппарат. Материалом для платы является тонкий текстолит, толщина которого не превышает 1,5 мм.
Вернуться к оглавлению
Система охлаждения: особенности
Схема дросселя сварочного инвертора.
В корпус самодельного сварочного инвертора устанавливают два вентилятора, с каждой стороны по одному. Они вытягивают воздух и работают от блока питания обыкновенного компьютера. Для поступления воздуха в корпус инвертора снизу делаются сквозные отверстия, которых может быть несколько десятков.
Чтобы система охлаждения была более надежной и сильной, устанавливают еще один дополнительный вентилятор. Он монтируется прямо в корпус инвертора.
Выполнять сварочные операции с таким инвертором гораздо легче, чем использовать трансформаторный агрегат. Качество шва получается намного выше. Таким аппаратом можно варить:
- черный металл;
- цветной металл;
- нержавейку;
- тонкие стальные листы.
Чтобы собрать сварочный инвертор, необходимо заранее подготовить:
- блок питания;
- драйверы;
- скотч;
- силовые агрегаты.
Для регулировки блока питания подбирается сопротивление, которое могло бы создать питание в 20 вольт. Очень важно, чтобы входные выпрямители имели мощные радиаторы.
Электрическая схема сварочного инвертора.
Внутрь корпуса устанавливается термический датчик, так как он будет улавливать максимальную температуру нагрева.
В качестве блока управления сварочного инвертора устанавливается ШИМ-контроллер. Он пользуется только одним каналом настройки. От него зависит, какой будет дуга, насколько стабильно она будет гореть. Установленный конденсатор определит напряжение контроллера. Именно он влияет на величину сварочного тока.
Держак, массу кабеля и другие аксессуары можно приобрести в любом специализированном магазине, их стоимость доступна каждому потребителю.
Вернуться к оглавлению
Основные неполадки и их ремонт
Изготовленный самостоятельно сварочный инвертор нужно не только правильно эксплуатировать, его нужно уметь ремонтировать. В случае неисправности необходимо быстро обнаружить причину и провести ремонтные работы.
Сначала сварочный инвертор необходимо осмотреть визуально. Если причиной неисправности был обнаружен плохой контакт, требуется разъединить детали, хорошо зачистить поверхность и восстановить соединение.
При высоком токе, слабом контакте возможно повышение температуры до критического значения. В результате детали могут разрушиться и полностью выйти из строя.
К другим неисправностям инвертора относится:
- плохая настройка сварочного тока;
- внезапное отключение;
- обрыв сварочной дуги;
- низкий ток;
- большой шум;
- лишнее потребление тока, когда отсутствует нагрузка.
Когда в сети отсутствует нагрузка, а сварочный инвертор все равно потребляет большой ток, это говорит о том, что произошло замыкание витков. Для ремонта потребуется перемотка катушки или замена изоляционного слоя.
При постоянном исчезновении сварочной дуги, когда невозможно зажечь ее повторно, имеют место пробои обмотки. В это время сварочная цепь постоянно будет иметь избыточное напряжение. При вторичном зажигании дуги наблюдается большое искрение.
Выше была описана система изготовления собственного сварочного инвертора самостоятельно. В основном достаточно иметь несколько самых обыкновенных вещей. Домашний мастер сможет из них создать неплохой сварочный аппарат — инвертор. Нужно только желание и стремление добиться успеха.
moiinstrumenty.ru






Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
