ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Сборка и настройка инвертора сварочного своими руками. Сварочный инвертор своими руками схемы
Сварочный инвертор своими руками
Схема сварочного инвертора своими руками на 160 А

В статье представлена и описана сборка сварочного инвертора своими руками. силовая часть сварочного инвертора с блоком питания и драйверами силовых ключей.
Плата блока питания с драйверами монтируется отдельно. От силовой части её отделяет металлический лист, электрически соединённый с корпусом сварочного аппарата. Проводники управления затворами ключей скручиваются попарно и припаиваются близко к выводам транзисторов. Длина этих проводников не должна превышать 15 см, сечение не существенно.
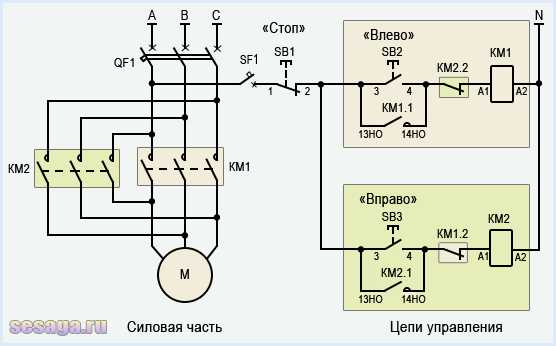
Схема силовой части:
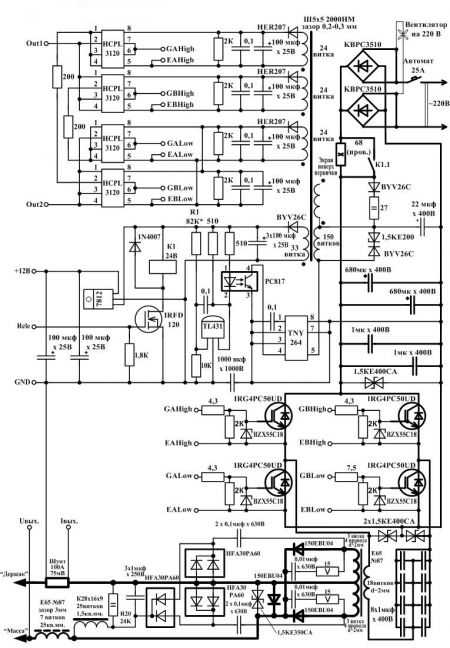
Блок питания – классический флайбэк. Поверх первичной обмотки трансформатора блока питания намотана экранирующая обмотка тем же проводом. Её витки должны полностью закрывать первичную обмотку, а направление намотки должно совпадать с направлением намотки вторичных обмоток. Все обмотки изолируются между собой лакотканью или малярным скотчем. Настройка заключается в подборе сопротивления R1, для того чтобы получить напряжение 20-22 В для питания реле.

Фото платы блока управления
Силовая часть инвертора особенностей не имеет, всё показано на схеме. Следует предусмотреть существенные радиаторы для входного выпрямителя, силовых ключей и выходного выпрямителя. Ключи желательно припаять к медным подложкам(пластинам). От габаритов радиаторов и интенсивности их обдува будет зависеть постоянная времени работы сварочного аппарата. Единственный термодатчик, который используется в схеме управления нужно будет разместить внутри корпуса того радиатора, который больше всего нагревается.



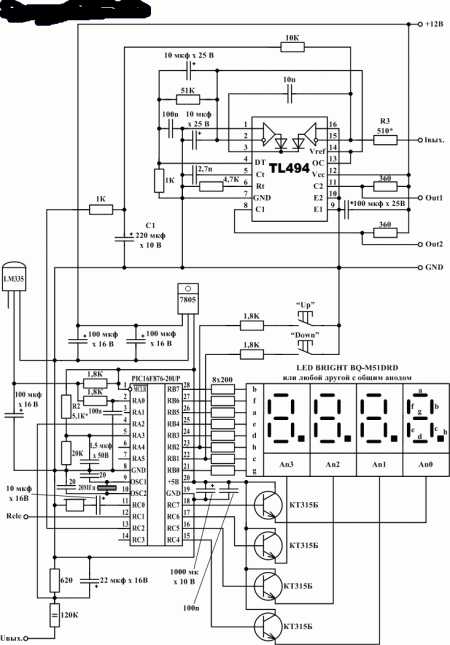
Схема блока управления:
Скачать прошивку
Блок управления построен на основе распространенного ШИМ-контроллера TL494 с задействованием одного канала регулирования. Этот канал стабилизирует ток в дуге. Задание тока формирует микроконтроллер с помощью модуля CCP1 в режиме ШИМ на частоте примерно 75 кГц. Заполнение ШИМ будет определять напряжение на конденсаторе C1. Величина этого напряжения определяет величину сварочного тока.

Настройка инвертора.
Силовая часть пока обесточена. Предварительно проверенный блок питания подключаем к блоку управления и включаем его в сеть. На индикаторе загорятся все восьмёрки с точкой в младшем разряде. Включаем осциллограф в провода Out1 и Out2.
Контролируем наличие двухполярных импульсов частотой 40-50 кГц с полочкой мёртвого времени не менее 1,5 мкс между ними. Величину мёртвого времени можно подкорректировать, изменив напряжение на входе DT(4) у TL494. После этого нужно осциллографом проверить напряжение на затворах ключей. Там должны быть прямоугольные импульсы с фронтами не более 500 нс, частотой 40-50 кГц и амплитудой 15-18 В.Если всё так, собираем полностью схему инвертора и включаем его в сеть. На индикацию сначала будут выведены восьмёрки, затем должно включиться реле и индикатор покажет 120 А. Если восьмёрки продолжают гореть, значит напряжение в сварочных проводах не превышает 100 В. Ищем причину и устраняем её.
Если всё так, то кликая кнопками пробуем изменять задание тока. Если удерживать одну из кнопок, то изменение задания тока будет происходить автоматически. Изменение задания тока должно пропорционально изменять напряжение на конденсаторе C1.
Кликаем обе кнопки одновременно. Переходим в режим отображения температуры. Если показания температуры не верны, то подбирая сопротивление резистора R2, добиваемся точных показаний.

Если всё так, устанавливаем задание 20 А и включаем в сварочные провода нагрузочный реостат сопротивлением 0,5 Ом. Реостат должен выдерживать протекание тока не менее 60 А. К выводам шунта подключаем вольтметр магнитоэлектрической системы со шкалой на 75 мВ, например прибор Ц 4380. На нагруженном инверторе пытаемся изменять задание тока и по показаниям вольтметра контролируем ток. Ток должен меняться пропорционально заданию. Выставляем задание тока 50 А. Если показания вольтметра не соответствуют 50 А, то на выключенном инверторе впаиваем сопротивление R3 другого номинала. Подбирая сопротивление R3 добиваемся соответствие задания тока измеренному.
Если всё так, можно попытаться варить, после 1 минуты сварки током 120 А выключаем инвертор из сети и ищем самый горячий радиатор. В этот радиатор необходимо вмонтировать датчик температуры.
Инструкция по эксплуатации.
При включении инвертора в сеть контроллер автоматически выставляет величину задания сварочного тока 120 А. Если при включении, напряжение в сварочных проводах не превысит 100 В, то индикатор будет отображать восьмёрки, это свидетельствует о неисправности. При нормальном запуске восьмёрки должны смениться отображением задания тока 120 А. Кликая кнопками можно изменить величину задания в пределах от 20 до 160 А.
Если нужно контролировать температуру инвертора во время работы, необходимо кликнуть обе кнопки одновременно, при этом индикатор будет показывать текущую температуру радиатора.
Если температура радиатора во время работы превысит 75 градусов, то независимо от режима индикации, которая была в этот момент, индикатор начнёт отображать температуру радиатора, включится прерывистый звуковой сигнал. Работа инвертора при этом не блокируется, но величина задания тока будет автоматически сброшена до 20 А.
Как только температура понизится ниже 65 градусов прерывистый звуковой сигнал выключится, индикация будет той, которая была до превышения температуры. Задание тока будет 20 А.
Если произойдёт обрыв датчика температуры, индикатор выдаст код ошибки Ert1, включится прерывистый звуковой сигнал. Работа инвертора при этом не блокируется, но величина задания тока будет автоматически сброшена до 20 А.Если произойдёт замыкание датчика температуры, индикатор выдаст код ошибки Ert0, включится прерывистый звуковой сигнал. Работа инвертора при этом не блокируется, но величина задания тока будет автоматически сброшена до 20 А.
radiostroi.ru
Сварочный инвертор своими руками - схемы, советы, видео
Сварочный инвертор был изобретен известным конструктором Юрием Негуляевым. Если вы разбираетесь в электронике, а также обладаете временем и желанием, можно собрать сварочный инвертор своими руками, схемы для которого вы найдете в этой статье. Для его изготовления понадобятся транзисторы и тиристоры.
Инвертор является простым и эффективным сварочным аппаратом. Среди его преимуществ можно выделить небольшой вес по сравнению с другим сварочным оборудованием с такими же характеристиками. При работе инвертора ток поступает на выпрямитель, сглаживается при помощи фильтра, после чего на транзисторы поступает уже постоянный ток. Проходя через транзисторы, ток становится снова переменным, однако его частота достигает 50 кГц.
Поэтому инвертор работает на основе преобразования высокочастотных токов. Но основным преимуществом такого аппарата является его простота. Поэтому так легко сделать сварочный инвертор своими руками. Схемы инвертора можно найти в этой статье.
Подготовка к изготовлению инвертора
Самая важная часть, чтобы создать сварочные аппараты своими руками – схемы. В этой статье вы сможете найти самые простые схемы, чтобы сделать сварочный аппарат своими руками. Видео также поможет в процессе изготовления оборудования.
Для начала следует изготовить трансформатор для сварки своими руками. Рекомендуется использовать трансформатор от микроволновки. При этом мощность такого трансформатора должна быть не менее 1 кВт. Прибор на основе такого трансформатора сможет сваривать металл небольшой толщины.
Если требуется более мощное оборудование, следует использовать два таких трансформатора. Сварка из микроволновки своими руками изготавливается очень просто, достаточно иметь минимальный опыт работы.

Конструкция сварочного инвертора
В качестве основы сварочного инвертора используется дюралюминиевая плита, размер которой составляет 6 мм. Именно к ней присоединяются все провода, а также проводники, отдающие тепло. Очень важно, чтобы провод не опоясывал термоизоляционный материал.
Теперь установите очень мощный вентилятор для обдува, а также радиаторы выпрямительных диодов, под его поток будет попадать и резонансный дроссель. В качестве вентилятора лучше всего использовать автомобильный радиатор.
Дроссель является основным элементом сварочного инвертора. Чтобы изготовить сварочный дроссель своими руками, используется шесть медных сердечников, которые можно приобрести либо взять из старого трансформатора. Сварочный дроссель своими руками изготавливается достаточно просто, главное внимательно изучить схему прибора. К диодам присоединяем стабилизаторы напряжения, а также изоляционные уплотнители.

В данной схеме используется трансформатор с магнитным проводом без изоляции, однако использовать можно и с изоляционным покрытием. Также обязательно следует изолировать проводники при помощи фторопластовой полосы или изоленты. Для лучшего охлаждения трансформатора дополнительно используется вторичная обмотка так, чтобы образовался зазор между изоляциями.
Чтобы не возникали сбои в работе аппарата, необходимо развести проводники в разные стороны. Это поможет избежать их соприкосновения. На полевом транзисторе необходимо установить силовой мост. Он выполняется навесом. Для этого используется медный провод с изоляцией или без нее.
Для крепления необходимо применять изоляционные пяточки, которые помогают увеличить долговечность конструкции. Дополнительно можно прижать транзисторы к радиатору или установить на дюралюминиевые пластины.
Сварочный инвертор своими руками, схемы которого можно увидеть в этой статье, обязательно должен включать в свою конструкцию мощный вентилятор, чтобы одновременно охлаждать несколько мостов.
Если вы не знаете, как собрать сварочный аппарат своими руками, видео поможет разобраться с основными этапами изготовления.

Советы
- Рекомендуется установить специальные стабилитроны в затворах силовых ключей.
- Не используйте для подключения готового устройства провод, диаметр которого составляет меньше 1,5 мм. Лучше всего использовать провод диаметр, которого составляет 2 мм.
- Используйте парное скручивание проводов, подключаемых к транзистору.
- Рекомендуется установить автоматический выключатель, сила тока которого составляет 25 ампер.
- Особое внимание уделите изоляции всех элементов конструкции.
- Для надежного контакта всех элементов следует пропаивать силовые цепи и внутренние узлы.
- Требуется обязательный монтаж цепочки RC параллельно диодам, чтобы защитить диоды от пробоя.
swarka-rezka.ru
Как сделать сварочный инвертор своими руками: схема сварочного инвертора (видео)
Собрать инвертор своими руками сварочный достаточно просто, имея небольшие знания в области электротехники и электроники. Любой домашний мастер, имеющий свободное время и необходимый уровень знаний, способен собрать самодельный инверторный сварочный аппарат.

Функциональные возможности сварочного инвертора.
На создание такого аппарата потребуется небольшое количество финансовых средств.
Изготовление силового трансформатора устройства
Изготовление инверторного сварочного аппарата начинается с изготовления или подготовки к установке в нем трансформатора. Намотка трансформатора для сварочного аппарата осуществляется медной жестью. Для изготовления обмотки трансформатора используется полоса медной жести шириной 40 мм, толщина которой составляет 0,3 мм. В качестве термопрослойки можно использовать обычную бумагу для кассовых аппаратов, в некоторых случаях допустимо использование ксероксной бумаги, но она обладает более низкими механическими качествами. При намотке трансформатора требуется, чтобы бумага, выполняющая роль термопрослойки, была прочной и не рвалась в процессе наматывания трансформатора. Стоит отметить, что используемая бумага от кассового аппарата имеет большую длину. Это является фактором, влияющим на удобство проведения процесса наматывания обмотки.
Конструкция силового трансформатора.
Осуществлять намотку при помощи толстого провода, как это делается многими умельцами, не рекомендуется. Дело в том, что трансформатор является устройством, работающим на высокочастотных токах, которые не задействуют центральную область толстого проводника. При использовании толстого медного провода в обмотке трансформатора получается сильный разогрев устройства, и трансформатор не в состоянии работать даже несколько минут подряд. Это явление носит название скин-эффекта в высокочастотных устройствах.
Этот эффект убирается путем использования медной ленты, при этом лента должна быть достаточно тонкой и широкой. За счет этого такой проводник будет проводить ток и не нагреваться. Вторичная обмотка формируется при помощи медных полос в количестве трех штук с фторопластовой изоляционной прослойкой между ними. В качестве термопрослойки во вторичной обмотке также используется бумага от кассового аппарата. В качестве альтернативы можно использовать и обычный провод марки ПЭВ, имеющий сечение до 0,7 мм. Основным преимуществом этого проводника является наличие большого количества тонких жил.
Трансформатор требуется оборудовать вентилятором для охлаждения, так как его обмотка в любом случае при прохождении тока будет нагреваться и потребует охлаждения. В качестве охлаждающего вентилятора можно использовать кулер от компьютерного блока.
Вернуться к оглавлению
Создание инфраструктуры сварочного блока
Принципиальная схема сварочного трансформатора.
В процессе осуществления сборки сварочного аппарата инверторного типа потребуется использование следующих инструментов и материалов, таких как:
- паяльник;
- отвертки;
- нож;
- ножовка по металлу;
- крепежные элементы;
- тонкостенный листовой металл;
- различные компоненты электронных схем.
В домашнем хозяйстве чаще всего собираются сварочные инверторы, рассчитанные на работу от обычной бытовой сети в 220 вольт, однако с таким же успехом и по аналогичной схеме можно собрать трехфазный сварочный аппарат, способный работать от промышленного напряжения, равного 380 вольт. Хотя обычные сварочные инверторы, работающие от бытового напряжения, являются более распространенными, трехфазный аппарат обладает своими преимуществами. Одним из таких преимуществ является более высокий КПД в работе, по сравнению с аналогами, работающими на однофазном токе.
В первую очередь требуется оборудовать блок вентиляционной системой, которая предотвращает внутреннее оборудование самодельных инверторов от перегревов в процессе работы. Лучшим вариантом системы охлаждения будет установка на собранный сварочный инвертор своими руками вентилятора от компьютерного блока на базе Атлон 64 Пентиум 4. Для создания нормального уровня вентиляции требуется установить в корпусе порядка шести вентиляторов. Для нормального охлаждения трансформатора на него потребуется направить потоки воздуха от трех вентиляторов. Нормальный забор воздуха для охлаждения должны обеспечивать правильно обустроенные заборщики. Решетки этих приспособлений не должны ничем перекрываться, чтобы обеспечить свободный поток свежего воздуха для охлаждения.
Монтирование платы, на которой располагается блок питания, осуществляется отдельно. Между силовой частью и платой блока питания монтируется защитная стенка из листового металла.
Вернуться к оглавлению
Создание электронного компонента устройства
Схема устройства инвертора для сварки.
После создания системы охлаждения осуществляется монтаж силового косого моста устройства. Этот компонент монтируется на двух радиаторах. Верхняя его часть располагается на одном конце, а нижняя прикручивается через прокладку из слюды на другой мост. Выводы диодов должны быть размещены в направлении навстречу транзисторам. На плате устанавливаются конденсаторы, служащие для уменьшения резонансных выбросов. Для этой цели потребуется установить 14 конденсаторов емкостью 0,15 мк и рабочим напряжением 630 вольт. Устанавливая конденсаторы, следует их раздать на всю цепь питания.
Для обеспечения резонации выбросов и уменьшения потерь IGBT, схема аппарата потребует в цепочку блока управления смонтировать снабберы, которые содержат конденсаторы. При осуществлении монтажа схемы необходимо использовать только качественные радиотехнические элементы, способные обеспечить надежность изделию. Дешевые и непроверенные конструктивные элементы в создаваемый сварочный инвертор своими руками устанавливать не стоит, так как это не гарантирует качества и долговечности работы устройства. Использование снаббера в конструкции аппарата позволяет снизить выделение тепла приблизительно в 4-5 раз.
Проводники, которые предназначены для управления затворками, крепятся при помощи пайки как можно ближе к транзисторам. Перед припаиванием эти проводники скручиваются попарно. Поперечное сечение в данном случае особого значения не имеет, а вот длина их не должна превышать значения в 150 мм.
Перед тем как осуществлять сборку силового блока и блока управления, требуется нарисовать схемы устройства этих узлов. Это нужно для того, чтобы обеспечить безошибочную сборку узлов устройства.
Собранная инверторная сварка своими руками оснащается блоком питания, который представляет собой классический флайбэк. Для настройки блока питания требуется методом подбора выбрать сопротивление того уровня, чтобы величина напряжения, подающегося на реле, равнялась 20-25 вольт.
На одном из используемых в конструкции радиаторов устанавливается термический датчик. При помощи этого компонента осуществляется контроль наиболее греющегося радиатора.
В блоке управления монтируется ШИМ-контроллер. Путем установки этого контроллера осуществляется контроль и стабилизация тока в электродуге. Посредством установки специального конденсатора определяется напряжение ШИМ, от которого в большой мере зависит качество выполняемых сварочных работ.
Вернуться к оглавлению
Осуществление настройки аппарата и подгонка его под стандарт
Полярность при сварке инвертором.
Самодельный инвертор изготовить достаточно просто, основной сложностью является правильная настройка устройства для работы. На начальном этапе осуществляется подача питания на ШИМ, напряжение питания должно составлять строго 15 вольт. Одновременно с подачей напряжения на ШИМ напряжение подается на двигатель кулера. Таким образом осуществляется тестирование работы системы охлаждения. Помимо этого, подача напряжения позволяет проверить синхронность работы устройств.
После проверки синхронности запуска системы охлаждения требуется протестировать срабатывание реле замыкания резистора, спустя 8 секунд после подачи напряжения на плату ШИМ. Параллельно сразу же после пуска устройства проверяется плата ШИМ на наличие прямоугольных импульсов сразу же после срабатывания реле. Следом после этого подается напряжение на мост устройства, подача напряжения позволяет проверить работоспособность моста. Тестирование оборудования следует проводить при силе тока не более 100 мА.
После того как собран инверторный сварочный аппарат, нужно провести проверку на наличие шумов на фазах трансформатора. Шумы должны полностью отсутствовать на любой из фаз трансформатора. В случае, если выявлен шум, необходимо проверить полярность компонентов аппарата. Дело в том, что в процессе сборки плат для сварочного аппарата можно с легкостью допустить ошибку. Подавать проверочное напряжение на мост можно при помощи любого бытового прибора с мощностью 2,2 Ватт.
После проверки устройства можно проводить полевые испытания, по результатам которых подстраиваются настройки инвертора.
expertsvarki.ru







Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
