ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Выбираем инвертор для сварки медных проводов. Сварка медных проводов инвертором
Сварка проводов инвертором своими руками: медных, алюминиевых
Чаще всего для производства электрической проводки используют медные провода. Алюминиевый аналог практически не используется. Сварку проводов, изготовленных из меди, делают с применением не только переменного, но и постоянного тока. Его напряжение находится в границах следующего диапазона: 12–36 B. При этом подача тока должна изменяться. Сварка проводов инвертором имеет свои особенности.
Аппараты инверторного типа
Преимущества сварочных инверторов
Плюсы инверторных агрегатов хорошо знакомы специалистам. Определенные модели оснащены ремешком, который позволяет носить инвертор на плече. Это дает возможность осуществлять сварочные работы со скруткой в распаечной коробке, стоя на стремянке. Инвертор можно подключать к бытовой электропроводке, так как аппарат имеет небольшое энергопотребление.
Инверторы обладают обширным спектром регулировки электротока. Их дуга весьма стабильная, прекрасно зажигается при небольших токах сварки. По этой причине и неподготовленный электрогазосварщик быстро способен достичь восхитительного эффекта и добиться оптимального качества сварки проводов.
Бытовые сварочные устройства маркируются аббревиатурой MMA. Затем указываются цифры, обозначающие величину рабочего тока – 200 или 250 B. Профессиональное устройство функционирует в температурном спектре до 150 градусов. Домашний аппарат обладает спектром от 0 до +30. Еще одним отличием домашнего устройства от профессионального и промышленного является длительность цикла работы.
Алгоритм работы сварочного инвертора
Инвертор профессионального типа будет функционировать 8 часов с небольшими перерывами, промышленный – 24 часа с перерывом на 30 минут. Аппарат, предназначенный для бытовой эксплуатации, функционирует без перерывов 30 минут, а затем в течение часа остывает.
При сварке кабеля медного типа используется специальный угольный омедненный электрод, который именуют в простонародье «карандаш». Если угольного электрода нет, можно взять стандартный угольный стержень от непригодной батарейки. Сварочный ток, в зависимости от сечения и числа проводков, используется разного напряжения. Подходящим является тот режим, при котором прилипание электрода не происходит к участку сварки, а дуга устойчива.
Технологический процесс
Сварка проводов производится с применением технологии, благодаря которой получается оптимальный результат. Сварка проводов инвертором осуществляется поэтапно:
Сварка проводов инвертором
- Нужно зачистить кабель от внешней изоляции.
- Потом делают скрутку, подрезав ее так, чтобы кончики проводков находились на одном уровне, при этом минимальная длина скрутки должна быть 50 мм.
- Затем необходимо поставить медный зажим, который отводит тепло, и включить инвертор.
- Поднести кончик угольного карандаша к готовой скрутке, зажатой в держаке, и произвести соединение проводов сваркой.
- Через несколько секунд на конце скрутки сформируется небольшой шарик из расплавленного металла, после этого работы прекращают. Чтобы изоляционная оболочка в процессе работы не расплавлялась, с каждой из скруток работают не больше 2 секунд.
- После полного остывания кабеля, проводки изолируют при помощи обыкновенной изоляционной ленты или трубки термоусадочной.
Специфика сварочных работ с алюминиевыми проводами
Самым надежным способом сварки торца скрутки считается точечный метод. Преимущество этого способа заключается в том, что при сварочных работах происходит слияние металла проводников. И если при других вариантах может возникнуть переходное сопротивление площади контакта, то при точечном режиме этого не происходит. Соединенные электросваркой провода долговечны, их не требуется периодически обслуживать, осматривать и ремонтировать.
Возможные осложнения работы
При работе с кабелем из алюминия возникает ряд трудностей:

Сварка алюминиевых проводов
- Осуществить качественное соединение сложно из-за оксидной пленки, стремительно образующейся на металле. Это мешает получить однородное соединение проводков.
- Повышенная текучесть алюминия в расплавленном состоянии мешает добиться хорошего качества шва при сварке плотного соединения.
- Следует учесть усадку металла. Но полученный результат всегда допустимо улучшить при помощи дополнительной обработки скрутки.
Осуществлять действия с алюминиевым кабелем дома — сложная задача. Следует точно выбрать правильный сварочный режим. Бытует ошибочное мнение, что у инверторов постоянное выходное напряжение.
На самом деле устройство оснащено регулировкой силы электротока и напряжение можно понизить, в зависимости от диаметра провода:
| Напряжение, B | Диаметр проводков, мм |
| 25 | 0,5–1,0 |
| 20 | 0,3–0,5 |
| 12 | 0,1–0,3 |
| 10 | 0,05–0,1 |
А также следует правильно подобрать диаметр электрода, в зависимости от площади сердечника:
| Толщина металла, мм | 1–3 | 3–4 | 4–5 | 5–6 | 6–8 | 8–11 | 12–15 | 15–18 |
| Диаметр сварочного электрода, мм | 1,0–1,5 | 1,6–2,0 | 2,0–2,4 | 2,5–3,1 | 3,2–3,9 | 4,0–4,9 | 5,0–5,9 | 6,0 и более |
| Рекомендуемые значения тока, A | 20–60 | 50–90 | 60–100 | 80–120 | 110–150 | 140–180 | 180–220 | 220–260 |
Величина сварочного электротока варьируется в зависимости от количества проводов и их диаметра:
| Величина тока, A | Количество проводков | Сечение провода, мм |
| 70 | 2 | 1,5 |
| 80 | 3 | 1,5 |
| 100 | 2 | 2,5 |
| 120 | 4 | 2,5 |
При сварочных работах с переменным электротоком тяжело добиться хорошего результата и требуется немало мастерства, чтобы получить качественное соединение. Именно поэтому непрофессионалу потребуется хороший аппарат для освоения азов.
Видео по теме: Простой способ сварки скруток
specnavigator.ru
Сварочный аппарат для сварки медных проводов
Апрель 8, 2017
Часто при ремонте или строительстве возникает необходимость в соединении проводников методом скрутки, но использовать пайку весьма затруднительно и долго. Можно собрать аппарат своими руками или же использовать инвертор для сварки медного провода. Понижающий трансформатор много весит, а сварку кабелей зачастую необходимо производить на высоте, поэтому инвертор с ремнём для переноски и небольшим весом вполне подойдёт в качестве устройства для сварки кабельных скруток. Мы расскажем, как его настроить или внести незначительные усовершенствования для удобства работы.
Виды проводников и способы их соединения
В любом здании присутствует электрическая проводка, которую нужно развести по разным частям сооружения. Также часто возникает потребность запитать то или иное оборудование, например создать комплект сварочных проводов для аппарата. Алюминиевые провода не всегда подходят, потому что они при одной проводимости с медными больше весят и являются менее прочными на изгиб. Поэтому в современном строительстве используется медная проводка и необходимо быстрое и надёжное сваривание электрических контактов. Для этой цели используют сварочный аппарат для сварки проводов, обеспечивающий надёжное и долговечное соединение жил электрических кабелей.
Важно помнить, что скручивать алюминиевые и медные провода напрямую нельзя, их, в случае необходимости, нужно соединять с помощью специальных клеммных соединителей.

Существует ряд способов соединения проводников, здесь важно соблюдать принцип надёжного контакта, дабы избежать паразитного сопротивления, а также необходимы компактность и надёжная изоляция. Допустимо соединять жилы проводов следующим образом:
- скрутка, допустима на слаботочных линиях;
- пайка, требует большого времени, зачистки жил и использования мощного паяльника;
- соединение резьбовое, не отличается компактностью, необходима гровершайба, процесс трудоёмкий;
- соединение с помощью клемм или клеммных колодок;
- с помощью зажима и бандажирования соединяются провода, очищенные от изоляции;
- соединение прокалыванием, не требует зачистки жил, герметично, отсутствует необходимость отключения напряжения;
- термитная сварка с использованием смеси титана, магния, алюминия и кальция;
- электродуговая сварка.
Мы рассмотрим процесс дуговой сварки медных проводников — как наиболее популярный, компактный, надёжный и быстрый способ соединения жил при прокладке электрических цепей. Использование этого метода требует учёта температуры плавления материала и определённого порядка действий для обеспечения прочного и долговечного контакта.
Последовательность сварки проводов
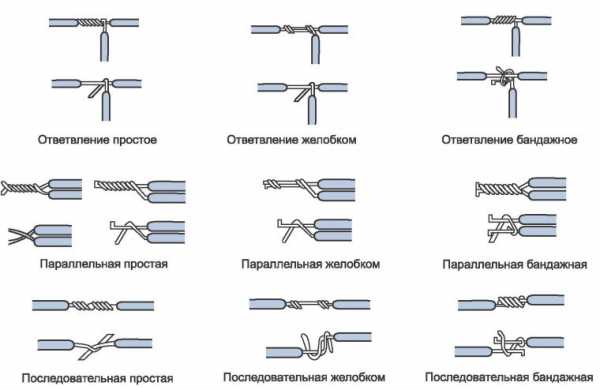
Сварка алюминиевых проводников происходит с обязательной аккуратной зачисткой жил от изоляции и оксидного слоя, а также необходимо использовать специальный флюс для защиты от агрессивного воздействия атмосферного кислорода. Для медных жил флюс не нужен, но зачистка от изоляции и окисного слоя механическим способом также необходима. Этим способом можно эффективно провести разводку электрических линий, а можно изготовить комплект сварочных проводов для аппарата. Существует несколько способов скрутки жил с целью их дальнейшей сварки, а именно:
- бандажный способ соединения параллельных последовательных проводников либо в виде ответвления под различными углами;
- желобковая скрутка проводников различной толщины;
- соединение с помощью простой скрутки.
Поскольку скрутка осуществляется в основном на высоте, инструмент должен быть компактным и удобным, а для приваривания жил подбирать сварочный провод для инвертора следует с позиции максимальной лёгкости и гибкости, например марки КОГ 1Х16.
С целью облегчения процесса сваривания, возможно, придётся изготовить специализированный набор сварочных проводов для инвертора с облегченным держателем и зажимом. Это делается для работы в стеснённых условиях, и суть переделки состоит в том, чтобы изготовить компактный и надёжный зажим для скрутки и держатель для угольного или омеднённого электрода небольшого размера.
Важно, чтобы самодельные элементы имели надёжную изоляцию и соответствовали требованиям безопасности, а также необходимо помнить об использовании сварочной маски.
После скрутки проводников одним из способов и усовершенствования кабеля можно приступать к сварке медных проводов инвертором, имеющим обычно ремень для переноски, что увеличивает мобильность. Последовательность подготовки медных проводов и их сварки заключается в следующем:
- свариваемую жилу зачищают от изоляции, окисного слоя и делают скрутку;
- минусовым зажимом фиксируют скрутку на 1.5—2 см ниже места сварки;
- добиваются устойчивой дуги короткого замыкания и сваривают провода в течение 1—2 секунд, до образования характерной капли расплавленной меди;
- затем место соединения изолируется термоусадочным материалом.
Выбор инвертора для сварки медных проводов
Подбор инвертора для сварки медных проводов нужно производить с позиций универсальности и дешевизны, ведь использовать вы его будете с разными целями. Соединение скруток жил электрического кабеля лишь одна из задач, поэтому характеристики надёжности, малого веса и широкий диапазон регулировок выходного тока и напряжения должны быть определяющими. В нижнем ценовом диапазоне находится масса инверторных аппаратов разных производителей, а для сварки медных проводов важны малые значения выходного напряжения и стабильность дуги. Также у большинства инверторов есть возможность сварки постоянным и переменным импульсным напряжением.
По ориентировочным данным, провода с сечением от 1 мм2 до 2.5 мм2 свариваются при выходном напряжении от 20 В до 50 В и током от 50 А до 110 А. Столь широкие диапазоны выходных параметров объясняются качеством проводов, количеством жил в скрутке и составом применяемого электрода. Этими техническими характеристиками обладает подавляющее большинство инверторных аппаратов, поэтому выбор следует сосредоточить на весе и стоимости, а также репутации изделия. Для повсеместного использования, в том числе и для сварки медных или алюминиевых скруток, можно порекомендовать следующие инверторы:
- аппарат Кедр ММА 160 весом 3.5 кг, сварочный ток от 20 до 160 А, ПВ 60 %;
- инвертор EWM Pico 162 с током от 10 до 150 А и весом 4.8 кг;
- Kemppi Minarc Evo 150, ток от 10 до 150 А, вес 5.4 кг;
- Ресанта САИ 160, вес 4.5 кг, ток от 10 до 130 А;
- Fubag IN 163 с весом 4.1 кг, ток от 10 до 160 А.
При приобретении аппаратов необходимо выбрать тот, у которого наилучшая элементная база, сервисное обслуживание и гарантийный срок.
Важным параметром для сварочного аппарата, которым, кроме сварки медных проводов, вы будете пользоваться и по прямому назначению, является его устойчивая работа при нестабильном входном напряжении. Здесь нужно обратить внимание на мнение специалистов сварочного дела, поскольку проверка качеств инвертора в условиях практической работы гораздо важнее заявленных характеристик.
Заключение
Мы рассмотрели виды проводников и способы их соединения, последовательность сварки медных проводов и рекомендовали некоторые модели инверторов. Несложный в реализации и надёжный способ соединения жил медного кабеля наверняка пригодится при строительстве нового дома или ремонте старых электрических сетей. Надеемся, что наши советы вам помогут.
electrod.biz
Сварка медных проводов, оборудование и технология
Существуют разные способы соединения электрических проводов, кабеля, но наиболее надежным является сварка. Недостаточно плотный контакт проводов приводит к повышению переходного сопротивления в месте контакта, и, как следствие, к перегреву электропроводки. Наименее плотный контакт получается при скрутке, поэтому ПУЭ разрешают прибегать к этому способу без доработки только для временного соединения. Пайка, обжимка, клеммные колодки обеспечивают достаточно надежное соединение, но максимально долговечным и практически монолитным оно получается в результате сварки. Как осуществляется сварка проводов в распределительной коробке своими руками?
Виды сварочных аппаратов
Универсальный сварочный аппарат, которым пользуются профессионалы, очень громоздкий, так что сварочные работы приходится проводить в месте его установки. Такой аппарат генерирует ток большой силы, позволяет сваривать практически любые металлы и применяется при сборке электрооборудования. Но осуществлять с его помощью сварку жил кабеля в распределительном щитке, который находится в подъезде, или проводов в распаечной коробке внутри квартиры нереально, нужен мобильный компактный агрегат.

Для проводки в жилых домах в основном используют медные провода, в старых квартирах еще можно встретить алюминиевые. Температура плавления меди примерно1083°С, алюминий плавится всего при 660°С, поэтому для их сварки не нужен ток такой силы, как для работы с железом, сталью, и громоздкий универсальный аппарат излишен. Чем больше сечение кабеля, тем большей силы ток требуется для сварочных работ. Для домашней проводки достаточно тока до 160 А. Его могут обеспечить:
- специализированные устройства, предназначенные исключительно для работы с медью и алюминием. Бытовая модель аппарата ТС 700-1 с выходным напряжением 12 В позволяет сваривать скрутки сечением до 16 мм, для работы с кабелем большего сечения необходимы профессиональные модели;
- универсальные инверторные аппараты для бытовых нужд (РЕСАНТА САИ-160, FUBAG IQ 160, PFTRIOTMax Welder DC-200 C и другие). Они позволяют регулировать ток в диапазоне 10–160 А, некоторые выдают до 200 А.
Для постоянного использования в домашних условиях целесообразнее приобрести универсальный компактный инверторный аппарат. Специализированный лучше взять напрокат, поскольку сфера его применения ограничена. Достаточно устройства мощностью 4–5 Вт. Инверторные аппараты просты в работе, обеспечивают превосходное качество сварных соединений, отличаются низким энергопотреблением. Единственный их недостаток – высокая стоимость. Поэтому многие предпочитают самостоятельно изготавливать сварочные аппараты на базе трансформатора. У них есть свои недостатки – чувствительность к колебаниям входного напряжения, что приводит к недожиганию или пережиганию металла, залипанию электродов. Людям с отсутствием опыта сварочных работ лучше все же потратиться на приобретение или аренду инверторного аппарата.

Подготовка к сварке медных проводов
Сварка медных проводов осуществляется с применением электродов, угольных или графитовых. Они должны иметь медное покрытие, кроме того, придется периодически добавлять меди в процессе работы (обмеднять электроды). Для этой цели понадобятся медные присадочные прутки. Электроды можно заменить угольным стержнем, извлеченным из старой батарейки, или щеткой от коллекторного электродвигателя.
Температура плавления неметаллических электродов втрое превышает температуру плавления меди. Свариваемые проводники легко пережечь, поэтому контакт разогретого электрода со скруткой не должен быть слишком продолжительным. Для расплавления меди и образования прочного монолитного соединения достаточно 1-2 секунд.
Помимо аппарата и электродов понадобятся:
- нож, пассатижи, кусачки для зачистки и скрутки жил кабеля;
- флюс для растворения оксидной пленки;
- термоусадочная трубка или изолента для последующей изоляции места соединения проводов;
- защитные сварочные очки, рукавицы, спецодежда;
Перед началом работ необходимо отключить питание и с помощью тестера убедиться в отсутствии напряжения, а также надеть спецовку и средства индивидуальной защиты. Затем формируется скрутка: концы жил кабеля зачищаются от изоляции минимум на 50 мм, скручиваются вместе и подравниваются с торца кусачками. Когда скрутка готова, можно приступать непосредственно к сварке.
Технология сварки
Как сварить провода, соединенные скруткой?
- На оголенные скрученные жилы наносится флюс.
- Провода располагают скруткой вниз, зажимают ее в держателе (обычно это пассатижи или специальный зажим) и подключают «массу» аппарата.
- Свободной рукой зажимают во втором держателе электрод.
- Выставив на аппарате значение тока, соответствующее толщине скрутки, включают его.
- Подносят электрод к скрутке, чтоб она оказалась в пламени дуги, а сам электрод необходимо отвести чуть в сторону, чтоб он не прилип к расплавленному металлу.
- Дожидаются появления красноватого свечения, радужных переливов на поверхности меди и формирования на конце скрутки шарика из расплавленного металла. При этом важно не допустить расплавления изоляции.
- Дождавшись полного охлаждения места сварки, надевают сверху термоусадочную трубку, нагрев ее до плотного обхватывания сваренных жил, или просто заматывают концы изолентой.
Подобрать нужную силу сварочного тока, исходя из количества проводов в скрутке и площади сечения каждого, поможет таблица. Приведены ориентировочные данные, которые могут меняться в зависимости от химического состава меди.
По правилам, в быту нельзя применять для электропроводки алюминиевые провода сечением менее 16 мм. В общих чертах сварка осуществляется по тому же принципу, только сила тока выставляется меньше, напряжение на электродах не должно превышать 20 В, иначе алюминий будет разбрызгиваться. Достаточно сложно подобрать состав флюса, поскольку оксид алюминия устойчив к действию различных растворителей. Остывшую скрутку перед изоляцией рекомендуется обработать растворителем и покрыть быстросохнущим лаком.Особенности сварки алюминиевых проводов
Сварка алюминиевых проводов может осуществляться и с помощью газовой горелки. В этом случае флюс на скрутку не наносится, а в процессе сварки, когда нагретый в пламене горелки алюминий начнет плавиться, оксидная пленка разрушается механическим путем, с помощью стальной проволочки. Ею же расплавленный алюминий на концах отдельных проводов соединяется в одну каплю.
Самостоятельная сварка проводов с помощью инверторного аппарата не представляет особой сложности. А вот использование самодельного аппарата требует сноровки и опыта, при работе с ним выше риск ошибок. В любом случае, если вы не выполняете подобные работы регулярно, перед сваркой в распредкоробке необходимо потренироваться на скрутках, отработать четкость движений и определить опытным путем оптимальное время воздействия.
normdom.ru







Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
