ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Преимущества и недостатки аппаратов переменного тока для сварки. Сварочный аппарат постоянка
инверторы и трансформаторные преобразователи, а также электроды для них
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
 Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
 По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
 Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
 Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
svaring.com
что о нём полезно знать?
Когда то пользовались популярностью сварочные трансформаторы, оставшиеся в памяти опытных сварщиков нестабильностью сварочного тока, параметров работы, значительной массой и габаритами. Тогдашняя популярность оборудования объяснялась отсутствием альтернативных вариантов. Сварочный аппарат постоянного тока – современный выгодный помощник при необходимости сварки, наплавки металлов посредством постоянного тока, штучного электрода. Популярные модели рассматриваемого оборудования заслуживают внимания потенциального потребителя и простого интересующегося.
Популярные модели
Выбор подходящего сварочного устройства, удовлетворяющего все профессиональные, либо бытовые потребности, напрямую связан с качественным предварительным информированием потенциального покупателя. В первую очередь стоит знать о наиболее распространенных моделях сварочного оборудования. Ниже приведены наиболее продаваемые источники сварочного тока.
Распространенные модели:
- BRIMA ARC-200А;
- DECA DECASTAR 135E No Gas/Mig Mag;
- Awelco Mikrotig 200R;
- ORION 160;
- ERGUS E161 CDI;
- Awelco Tornado 250;
- Электросила ТДМ-160;
- KAISER NBC-200;
- KENDE MS-160L;
- TELWIN FORTE 165 ACX;
- FORTE MIG-195 и др.
Для того чтобы выбор был точным и определенным, понадобится исследователь наиболее популярные вариантысварочного оборудования, описания, технические характеристики, параметры сварочного тока, достоинства, особенности и преимущества. Ниже представлены источники сварочного тока и описания к ним с сопутствующими характеристиками.
к меню ↑BRIMA ARC-200А: описание и характеристики
Оборудование ARC-200А – отличный выбор для человека, желающего получить все прелести постоянного тока во время соединения металлов. Для человека, сделавшего выбор в пользу рассматриваемого аппарата постоянного тока, становятся возможны всевозможные преимущества современного сварочного процесса. Устройства данной модели предназначено для соединения и наплавки металлов посредством постоянного тока. Работа им осуществляется с применением штучного покрытого электрода
Компактность, энергосберегаемость, возможность сопряжения сталей в бытовых и производственных условиях, простой розжиг электрической дуги, полезный функционал – все эти современные и высокотехнологичныесварочные достоинства готово предложить рассматриваемое оборудование. Устройство оснащено автоматической защитой от перегрузок тока, а также напряжения. В силу своей компактности и незначительной массы аппарат может быть использован в условиях ограниченного пространства, когда требуются сварочные работы трудно досягаемых металлоконструкций.
Технические характеристики:
- Сила сварочного тока (ном.) – 200А;
- Пределы сварочного тока – 20-200А;
- Продолжительность включения (ПВ) – 40%;
- Мощность потребления – 7 кВт;
- Параметры питающей сети (тип/напряжение/частота) – переменный, 220В, 50 Гц;
- Масса – 8 килограммов.
Сварочные трансформаторы промышленного образца — ответственное оборудование. Разумеется, характеристики, параметры и набор функций несколько иной, чем в случае с бытовыми приборами, так как промышленные потребности
к меню ↑KAISER NBC-250: описание и характеристики
Сварочные трансформаторы, предоставляющие возможность воспользоваться прелестями постоянного тока, — выгонные помощники в быту, на строительной площадке, в производственной сфере, сельском хозяйстве и т. п. Благодаря стабильности горения электрической дуги и воздействию постоянного тока рассматриваемый инвертор помогает осуществлять качественные, надежные, аккуратные и вместе с этим долговечные швы и соединения.
KAISER NBC-250 представляет собой переносной тип оборудования. Предназначением его является сварка в условиях постоянного тока, при этом работа может производиться рутиловыми, чугунными электродами в режиме ММА. Пределы диаметров электрода могут варьироваться от 1,6 до 5 миллиметров. Рассматриваемый аппарат – инвертор с однофазным подключением.
Имеется в приспособлении термозащита, блокирующая вероятностью перегрева. Корпус устройства, а также все его составляющие изготовлены из высококачественных материалов, в соответствии с нормами Евросоюза (сварочные инверторные трансформаторы данной серии производятся в Китае, но, несмотря на это требования к качеству несколько иные). В данной модели есть технология INVERTER, управляющая параметрами тока, за счет чего обеспечивается стабильность горения дуги, что, в свою очередь, повышает качество соединительного процесса.
Стандартный набор функций, в том числе анти прилипание электрода, горячий старт, позволяют свести к минимуму вероятность прилипания электрода к рабочей поверхности свариваемого металла, а также упростить запуск рабочего процесса. Система принудительного охлаждения не дает инвертору перегреваться, чего не имеют некоторые сварочные трансформаторы. Простота в работе, компактность и легкость делают аппарат еще более привлекательным для работников, эксплуатирующих оборудование в различных условиях и пространственных положениях.
Технические характеристики:
- Напряжение питающей сети – 220В;
- Частота сети — 50 Гц;
- Масса – 6,6 килограмма;
- Пределы регулирования тока – 20-250А;
- Диаметры электродов – 1,6-5,0 миллиметра;
- Тип охлаждения – принудительное;
- ПВ – 40%;
- Класс защиты — IP 21.
Существуют специальные промышленные сварочные трансформаторы, как уже говорилось, осуществляющие работу за счет постоянного тока. Их характеристики несколько иные, так как промышленность нуждается в обработке металлов больших толщин.
к меню ↑Deca MMA Mastro 50 EVO: описание и характеристики
 Deca MMA Mastro 50 EVO – аппарат инверторного типа, предназначенный для производства соединений и швов посредством электродуговой , аргонодуговой сварки. Инвертор позволяет пользоваться стабильность горения дуги и другими преимущественными параметрами, полученными за счет постоянного тока. Допускается работа с положительными, а также с отрицательными катодами. Стоит отметить, что реализована возможность выполнения соединительных работ в аргонодуговой среде при помощи вольфрамового электрода.
Deca MMA Mastro 50 EVO – аппарат инверторного типа, предназначенный для производства соединений и швов посредством электродуговой , аргонодуговой сварки. Инвертор позволяет пользоваться стабильность горения дуги и другими преимущественными параметрами, полученными за счет постоянного тока. Допускается работа с положительными, а также с отрицательными катодами. Стоит отметить, что реализована возможность выполнения соединительных работ в аргонодуговой среде при помощи вольфрамового электрода.
Оборудование располагают уменьшенными габаритами, незначительной массой, и всё это стало возможно благодаря инверторной технологии. Набор инверторных функций, включая горячий старт, упрощают розжиг электрической дуги, стабилизируют её горение. Есть возможность соединять медь, сталь, никель, а также нержавеющую сталь и др. Функционал, которым не располагают устаревшие сварочные трансформаторы, готов предложить владельцу оборудования анти прилипание электрода, легкий розжиг дуги. Увеличена в устройстве диффузия материала катода с соединяемым металлом обрабатываемого изделия.
Современные трансформаторы позволяют использовать инверторные технологии, согласно которым повышается производительность работы, контроль характеристик дуги и многое другое. За счет этого становится возможным улучшенное качество шва и соединения. Внутренние составляющие элементы рассматриваемого сварочногоустройства соответствуют европейским нормам качества, поскольку все сварочные трансформаторыпроизводителя изготавливаются в Италии.
Технические характеристики:
- Страна производства – Италия;
- Напряжение сети на входе – 230В;
- Мощность потребления – 5,7 кВт;
- Плавкий предохранитель – 25А;
- Напряжение холостого хода – 80В;
- Пределы регулируемой силы тока – 30-180А;
- Диаметры применяемых электродов – 1,6-5,0 миллиметра;
- Класс оборудования – бытовой;
- Масса – 6,8 килограмма.
Преимущества постоянного тока в сочетании с инверторными современными технологиями оспаривать не целесообразно, потому что они явны и понятны. Главное, что понадобится для четкого понимания и определения качественного оборудования, — знания, касающиеся характеристик преимуществ и недостатков и мн. др.
Похожие статьиgoodsvarka.ru
Как сделать сварочный аппарат своими руками — инструкция
Трудно представить, в наше время, любые работы с металлом без использования сварочного аппарата. При помощи данного устройства Вы с легкостью можете соединять или резать железо различной толщины или габаритов. Естественно для выполнения качественных работ Вам потребуются определенные навыки, но в первую очередь Вам необходим сам сварочник. В наше время его естественно можно купить, как в принципе и нанять сварщика, но в данной статье речь пойдет о том, как сделать сварочный аппарат своими руками. Тем более, что при всем богатстве выбора моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством выполненной работы. Но даже если Вы решили купить сварочный – знакомство с данной статьей поможет вам выбрать необходимый Вам аппарат. Сварочники бывают нескольких типов: постоянного тока, переменного, трехфазные и инверторные. Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух , которые можно без специфических навыков собрать своими руками в домашних условиях.
На переменном токе
Данный вид сварочных аппаратов, является одним из наиболее распространенных вариантов, как в промышленности, так и в частных хозяйствах. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого вам необходимо иметь провод для первичной и вторичной обмотки, а также сердечник из трансформаторной стали для намотки сварочника. Простыми словами сварочный аппарат переменного тока – это понижающий трансформатор.
Оптимальное напряжение при работе сварочного аппарата, собранного в домашних условиях — 60В. Оптимальный ток 120-160А. Теперь несложно посчитать, какое сечение должно быть у провода для того, чтобы сделать первичную обмотку трансформатора (той, которая будет подключаться к сети 220 В). Минимальная площади сечения медного провода должна быть 3-4 кв. мм, оптимальным же является 7 кв. мм, ведь необходимо учитывать перепады напряжения и возможную дополнительную нагрузку. Получаем, что оптимальный диаметр медной жилы для первичной обмотки понижающего трансформатора должен быть 3 мм. Если Вы решите взять алюминиевый провод для того, чтобы сделать сварочный своими руками, то сечение медного провода нужно умножить на коэффициент 1,6. Важно, чтобы провода были в тряпичной оболочке, нельзя использовать проводники в ПВХ изоляции – она при нагреве проводов расплавится и произойдет короткое замыкание. Если у вас нет провода необходимого диаметра, то можно использовать более тонкие жилы, наматывая их в паре. Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа как показано на рисунке 1:

Этот сердечник нужно сделать из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Прежде чем собирать сердечник необходимо просчитать его размеры, делается это следующим образом: во-первых, величина окна, т. е. размеры с и d на рисунке 1 необходимо выбирать такими, чтобы поместить все обмотки трансформатора, во-вторых, площадь крена, которая вычисляется по формуле Sкрена=a*b, должна быть не меньше 35 кв. см. Если Sкрена будет больше – тогда трансформатор будет меньше греется и соответственно дольше работать. Лучше, чтобы Sкрена была равна 50 кв. см. Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и складывать их, как показано на рисунке 2, пока не получится сделать сердечник необходимой толщины. После чего скрепляем его болтами по углам. В завершении необходимо надфилем обработать поверхность пластин и заизолировать их, обмотав тряпичной изоляцией.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. В начале, наматываем первичную обмотку, которая будет состоять из 215 витков, как это показано на рисунке 3.
Целесообразно сделать ответвление от 165 и 190 витка. Сверху трансформатора прикрепляем толстую текстолитовую пластину. Концы обмоток закрепляем на ней при помощи болтового соединения пометив что первый болт – это общий провод, второй – ответвление от 165 витка, 3-й – ответвление от 190 витка и 4-й – от 215-го. Это даст возможность впоследствии регулировать силу тока при сварке, чем больше количество витков в первичной обмотке – тем выше будет сила тока Вашего сварочного устройства. После приступаем к намотке 70-и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают на ту сторону сердечника – куда намотана первичная обмотка. Соотношение витков нужно сделать примерно 60% к 40%. Это способствует тому, что после того как Вы уловите дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что приведет к увеличению тока сварки, а соответственно улучшит качество шва. Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Теперь Ваш самодельный сварочный аппарат готов. Подключив держатель и массу к вторичной обмотке необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. Если вам необходимо увеличить силу тока, то можно сделать меньшее количество витков первичной намотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить характеристики можно при помощи сопротивления выполненного из изогнутой в виде пружины куска трансформаторной стали подключенной к держателю. Всегда необходимо следить, чтобы сварочный аппарат не перегревался.
Вот таким образом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как Вы видите, инструкция не слишком уж сложная и даже неопытный электрик сможет самостоятельно собрать прибор.
На постоянном токе
Для некоторых видов сварки необходим сварочник на постоянном токе. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не больше, чем за 15 минут, преобразовав самоделку на переменном токе. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, они должны выдерживать ток в 200 А и иметь хорошее охлаждение. Для этого подойдут диоды Д161. Выравнивать ток нам помогут конденсаторы С1 и С2 со следующими характеристиками 15000 мкФ и напряжением 50В. Далее собираем схему которая указанна на чертеже ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 для подключения держателя, а х5 для подачи тока на свариваемый участок детали.

Трехфазные сварочные аппараты используются для сварки в производственных условиях, они используют двухэлектродные держатели, поэтому в данной статье мы рассматривать их не будем, а инверторы изготавливаются на основе печатных плат, для изготовления которых необходимо специальное оборудование. Теперь вы знаете основные принципы конструкции сварочников и можете использовав их, сделать сварочный аппарат своими руками, как постоянку, так и на переменном токе. Рекомендуем также просмотреть видео уроки, предоставленные ниже, которые помогут Вам наглядно увидеть, как самому собрать простой сварочник из подручных материалов.
Наглядные мастер-классы
Итак, если Вы решили сделать сварочный аппарат в домашних условиях, возможно, данные видео уроки вдохновят Вас на изготовление собственного инструмента:
Также читают:
samelectrik.ru
особенности и отличие от инвертора
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата.
Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.

Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки;
- оборудование контактной сварки.
В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.

Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
 Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока.
Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя.
Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.

Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность.
Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
 Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора.
На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва.
Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов.
К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги.
К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ
 Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной.
Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается.
Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
svaring.com
Сварочный аппарат постоянного и переменного тока своими руками
Как считают специалисты, изготовление сварочного аппарата постоянного и переменного тока своими руками не отнимет много времени и сил.
Главное условие его создания – четкое представление о том, какие именно сварочные работы оно должно выполнять и инструкция.
Особенности работы аппарата
Чтобы проводить сварку, необходимо устройство, которое работает от переменного и постоянного тока.
Аппаратом тока сваривают тонкие металлические листы. Этот метод сваривания не требует применения определенного вида электрода, а электродная проволока может быть и без керамической обмазки.

Схема сварочного аппарата состоит из 5 частей. Цепочка тока проходит через сварочный аппарат, сначала попадая в трансформатор.
Оттуда ток поступает в выпрямитель, диоды которого преобразуют переменный ток в постоянный, и дроссель. Последние элементы протекания тока – держак и электрод.
Присоединение держака электрода к выпрямителю осуществляется с помощью дросселя. Так сглаживается пульс напряжения.
Дроссель – это катушка с проводами из меди, наматываемая на сердечник. А выпрямитель – это деталь аппарата, соединенная с трансформатором через вторичную обмотку.
К сети подключается трансформатор — главная деталь аппарата. Его можно либо специально приобрести, либо воспользоваться ранее уже эксплуатируемым, но годным трансформатором.
Он по закону Ома преобразовывает напряжение переменного тока.

Так показатель напряжения, вырабатываемого на вторичной обмотке, понижается, но при этом в 10 раз увеличивается сила тока. Сваривание происходит при силе тока в 40 ампер.
Электрическая цепь замыкается в тот момент, как появляется дуга между электродом и свариваемыми кусками металла.
Дуга должна гореть стабильно, тогда сварной шов будет выполнен качественно. В установлении нужного характера горения поможет регулятор мощности электрической энергии.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.

Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Видео:
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Видео:
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Видео:
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
rezhemmetall.ru
Самодельный сварочный аппарат на постоянном токе: технические характеристики, схемы. видео
Для создания самодельного сварочного аппарата постоянного тока потребуется наличие источника электротока высокой мощности, который преобразовывает стандартное напряжение бытовой сети и обеспечивает постоянство величины значения электротока для розжига и поддержания электродуги.

Сварочный аппарат постоянного тока имеет ряд достоинств: мягкое зажигание дуги и возможность соединять тонкостенные детали.
Блок-схема аппарата для проведения сварочных работ
Блок питания устанавливается в корпус из пластической массы или листового метала. Блок питания агрегата оснащается всеми необходимыми для работы компонентами: разъемами, выключателями, клеммами и регуляторами. Корпус агрегата для осуществления сварных работ оборудуется специальными держателями и колесиками для транспортировки.
Главным условием при конструировании агрегата, используемого для сваривания, является понимание принципа работы аппарата и сути самого сварочного процесса. Для того чтобы сконструировать самостоятельно сварочный аппарат, требуется понимать принципы розжига и горения электродуги и основы принципов плавления электрода для сварки.

Порядок подключения элементов сварочного аппарата постоянного тока.
В источник питания высокой мощности входят такие компоненты, как:
- выпрямитель;
- инверторы;
- трансформатор тока и напряжения;
- регуляторы, которые способствуют улучшению качественных характеристик образующейся электродуги;
- допустройства.
Основным компонентом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Вернуться к оглавлению
Трансформатор для сварки
Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, обеспечивающий понижение нормального сетевого напряжения с 220 В до 45-80 В.

Схема устройства трансформатора для сварки.
Этот элемент конструкции функционирует в дуговом режиме с максимальной мощностью.
Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать спецтребованиям, которые обеспечивают режимы работы дуговой сварки.Некоторые самодельные трансформаторные сварочные аппараты являются простыми в своей конструкции. В них отсутствуют допустройства регулировки параметров токов. Регулировка технических параметров такого устройства осуществляется несколькими способами:
- при помощи узкоспециализированного регулятора;
- путем переключения числа витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод, изготовленный из пластин трансформаторной стали;
- две обмотки — первичная и вторичная, этот компонент трансформатора имеет выводы для подключения устройств регулировки параметров рабочего тока.

Схема обмотки трансформатора.
Трансформатор, используемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и его ограничение на рабочей обмотке. Первичная обмотка сварочного трансформатора оснащается выводами для подключения регулирующих схем и устройств, позволяющих осуществлять настройку сварочного устройства в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора — магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции. Основными параметрами, характеризующими магнитопровод, являются следующие:
- размер магнитопровода;
- количество витков обмоток на магнитопроводе;
- уровень напряжения тока на входе и на выходе устройства;
- уровень потребляемого тока;
- максимальный ток, получаемый на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего формированию дуги, а также приспособления, способствующего образованию качественного сварного шва.
Вернуться к оглавлению
Возможные детали при создании аппарата для сварки

Схема сварочного выпрямителя.
При создании аппарата для сварки своими руками стабильность электродуги достигается постоянством потенциала. Стабильность дуги обеспечивает качество образующихся швов. Постоянство потенциала достигается путем применения высокомощных выпрямителей, выполнение которых осуществляется на диодах, выдерживающих токи до 200 А, таких, например, как В-200.
Эти диоды имеют большие размеры и требуют обязательного использования для организации качественного теплоотведения массивных радиаторов. Это обстоятельство требуется учитывать при изготовлении корпуса конструкции. Лучшим вариантом при создании конструкции будет использование диодного спецмоста. Диоды можно смонтировать параллельно, что позволяет в значительной мере повысить выходной ток.
Собирая своими руками конструкцию, требуется подстраивать все его компоненты. При некачественном подборе или неправильном расчете конструкция может оказывать влияние на качество сварки.
Иногда при соответствующем подборе деталей и комплектующих может получиться по-настоящему уникальный прибор, который имеет мягкое и легкое зажигание электродуги, а сваривание деталей можно осуществлять даже с очень тонкими стенками, при практически полном отсутствии разбрызгивания жидкого металла.
Вернуться к оглавлению
Принципиальная схема самодельного сварочного агрегата
Можно изготовить самодельный сварочный аппарат на основе транзисторного или тиристорного управления. Более надежными являются тиристоры. Эти элементы конструкции управления способны выдерживать замыкание на выходе и достаточно быстро способны выходить из этого состояния. Эти компоненты системы управления не требуют монтажа мощных радиаторов охлаждения. Это связано с тем, что конструктивные элементы имеют низкое тепловыделение.

Принципиальная схема самодельного аппарата для сварки.
Система управления, созданная на транзисторах, способна значительно быстрее выйти из рабочего состояния, так как транзисторы существенно быстрее перегорают при возникновении перегрузок и являются более капризными в эксплуатации. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью.
Блок управления, основанный на этих элементах, обладает следующими преимуществами:
- плавная регулировка;
- наличие постоянного тока.
При осуществлении сваривания стали толщиной 3 мм потребляемый ток около 10 А. Ток сваривания подается путем нажатия специального рычага на вилке, которая удерживает электрод.
Такая конструкция позволяет повысить безопасность в процессе осуществления работ, работать с высоким напряжением, которое обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности имеется возможность проведения сварочных работ с очень тонким листовым металлом.
Вернуться к оглавлению
Конструкция аппарата для сваривания

Устройство самодельной сварки.
Выпрямитель устройства представляет собой своеобразную этажерку, изготовленную из алюминиевых пластин, которая стягивается шпильками. Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм.
Транзистор, конденсаторы, тиристоры, стабилитроны, диоды и резисторы монтируются на стеклотекстолитовой плате.
В конструкцию сварочного агрегата входят следующие элементы:
- переключатель пакетный, рассчитанный на 16 и более ампер;
- вентилятор;
- диоды, рассчитанные на работу при токе в 16 и более ампер;
- конденсаторы, рассчитанные на работу при напряжении 400 и более вольт;
- конденсаторы, рассчитанные на работу при напряжении 1000 и более вольт;
- тиристоры КУ221 А, устанавливаемые для их охлаждения на радиатор;
- диоды КД13А или КД2997А, монтируемые на радиаторах с тиристорами;
- резисторы марки С5-16 или более мощные;
- винты, шайбы необходимые для сборки аппарата;
- пластины алюминия.
Для проведения монтажных работ потребуются следующие инструменты:
- паяльник;
- плоскогубцы;
- отвертка, нож, ножовка;
- молоток;
- дрель.
Сварочный агрегат, изготовленный с помощью этих элементов можно использовать для проведения сварочных работ в домашнем хозяйстве. Он с легкостью осуществляет сваривание большинства металлических изделий.
expertsvarki.ru
Самодельный сварочный аппарат на постоянном токе » Полезные самоделки
Рис. 1. Графики, поясняющие процесс сварки на переменном (а) и постоянном (б) токе.
Переходя от графиков к реальным конструкциям, нельзя также не отметить: в аппаратах переменного тока для улучшения и облегчения сварки применяют мощные трансформаторы (магнитопровод - из специального электротехнического железа с крутопадающей характеристикой) и заведомо завышенное напряжение во вторичной обмотке, доходящее до 80 В, хотя для поддержки горения дуги и наплавления металла в зоне сварки достаточно 25-36 В. Приходится мириться с непомерно большими массой и габаритами аппарата, повышенным расходованием электроэнергии. Снизив же напряжение, трансформируемое во вторичную цепь, до 36 В, можно в 5-6 раз облегчить вес «сварочника», довести его размеры до размеров переносного телевизора с одновременным улучшением остальных эксплуатационных характеристик.
Но как при низковольтной обмотке зажечь дугу?
Решением стал ввод во вторичную цепь диодного моста с конденсатором. В результате напряжение на выходе модернизированного «сварочника» удалось увеличить почти в 1,5 раза. Мнение специалистов подтверждено на практике: при превышении 40-вольтного барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий кузовной металл.
Рис. 2. Принципиальная электрическая схема сварочного аппарата постоянного тока.
Последнее, впрочем, легко объяснимо. С введением в схему большой ёмкости характеристика сварочного аппарата также получается крутопадающей (рис. 3). Создаваемое конденсатором начальное повышенное напряжение облегчает зажигание дуги. А когда потенциал на сварочном электроде упадет до U2 трансформатора (рабочая точка «А»), возникнет процесс устойчивого горения дуги с наплавлением металла в зоне сварки.
Рис.3. Вольт-амперная характеристика сварочного аппарата на постоянном токе.
Рекомендуемый автором «сварочник» можно собрать даже в домашних условиях, взяв за основу промышленный силовой трансформатор 220-36/42 В (такие обычно используют в системах безопасного освещения и питания низковольтного заводского оборудования). Убедившись в целости первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм2, проверяют вторичные. Если их состояние неважное, все (за исключением исправной сетевой обмотки) без сожаления удаляют. А в освободившемся пространстве наматывают (до заполнения «окна») новую вторичную обмотку. Для рекомендуемого трансформатора мощностью 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм2 с добротной изоляцией. Причём в качестве шины вполне подойдет кабель (или несколько свитых в жгут изолированных одножильных проводов) общим сечением 20 мм2.
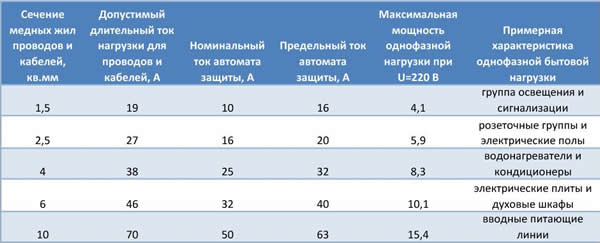
Выбор сечения электродов в зависимости от мощности трансформатора.
Выпрямительный мост можно собрать из полупроводниковых диодов с рабочим током 120-160 А, установив их на теплоотводы-радиаторы 100x100 мм. Разместить такой мост удобнее всего в одном корпусе с трансформатором и конденсатором, выведя на переднюю текстолитовую панель 16-амперный выключатель, глазок сигнальной лампочки «Вкл.», а также клеммы «плюс» и «минус» (рис.4). А для подключения к держателю электрода и «земле» использовать по отрезку одножильного кабеля соответствующей длины сечением по меди 20-25 мм2. Что касается самих сварочных электродов, то их диаметр зависит от мощности используемого трансформатора.
Рис. 4. Самодельный сварочный аппарат для сварки на постоянном токе.
И ещё. При испытаниях рекомендуется, отключив аппарат (минут через 10 после сварки) от сети, проверить тепловые режимы трансформатора, диодного моста и конденсатора. Лишь убедившись, что всё в норме, можно продолжить работу. Ведь перегретый «сварочник» - источник повышенной опасности!
Из других требований нелишне, думается, отметить, что сварочный аппарат должен быть укомплектован искросветозащитной маской, рукавицами и резиновым ковриком. Место, где выполняются сварочные работы, оборудуется с учётом требований противопожарной безопасности. К тому же надо проследить, чтобы рядом не было ветоши, других горючих материалов, а подключение «сварочника» к сети выполнять с соблюдением правил электробезопасности через мощный штепсельный разъём электрощитка на вводе в здание.
В.Коновалов, г.ИркутскМк 04 1998
www.freeseller.ru










Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
