ул.Симферопольская
дом 5, офис 9
![]() Корзина
Корзина
Корзина пуста
Как можно сделать самому сварочный аппарат. Простой сварочный аппарат своими руками
Как сделать самому сварочный аппарат в домашних условиях
Без сварочного аппарата сложно обойтись в строительстве, монтаже и ремонте. Обычно приобретают оборудование в готовом виде. Однако можно пойти и другим путем: сделать самому сварочный аппарат, ведь самостоятельно изготовленное устройство позволит значительно сэкономить средства и станет увлекательным делом для тех, кто любит мастерить.

Конструкция сварочного инвертора.
О способах соединения, обмотках и электроде
Существуют различные виды сварочных аппаратов. Наиболее распространенной ошибкой начинающих мастеров-умельцев является стремление сразу же изготовить сложное устройство. Схемы для производства сварочного аппарата легко найти в интернете, оптимальнее всего отдать предпочтение тому виду оборудования, изготовление которого не вызовет значительных затруднений и не займет много времени. Ремонт собственного сварочного аппарата не принесет больших проблем и значительных денежных трат для человека, изготовившего оборудование.
Устройство импульсного сварочного аппарата.
Сразу же возникает закономерный вопрос: какой сварочный аппарат лучше подойдет для работы в домашних условиях? Только малогабаритный. Оптимальным решением проблемы станет создание аппарата из уже имеющихся в распоряжении мастера-умельца устройств. Для работ потребуется трехфазный трансформатор. Первичные обмотки трансформатора необходимо соединить. У сварочного аппарата это производится на магнитопроводе «треугольником». Такой метод применяется только для аппарата, который планируется подключать к трехфазной сети с напряжением 380/220 В.
Электропитание и специфика конструкции аппарата — та задача, на решение которой надо обратить внимание в первую очередь. Если питание и внутреннее устройство оборудования не соответствуют друг другу, это приведет к тому, что техника, на создание которой ушли силы и время, станет представлять опасность для жизни и здоровья человека. Если сварочный аппарат будет питаться от однофазной сети 220 В, соединение первичной обмотки трансформатора должно быть выполнено иначе. Крайние стержни магнитопроводов аппарата соединяют встречно-параллельным способом. Для такого сварочного аппарата применяется другой принцип скрепления вторичных обмоток: фиксированная схема.
Схема сварочного аппарата.
Если устройство питается от однофазной сети 220 В, оно отличается и особенностями добавочной обмотки. Она накручена на все обмотки электропровода, которыми обладает сварочный аппарат. Для чего она нужна? Во время сварки происходят ступенчатые изменения сварочного тока. Им нужен балласт, чью роль выполняет добавочная обмотка. Ее отличительная черта: 40-50 витков. Для малогабаритного сварочного аппарата больше всего подойдет двухступенчатое регулирование электрического питания.
Новички часто неправильно выбирают размер электрода для устройства.
Для того чтобы самому сделать сварочный аппарат постоянного тока, необходим источник питания повышенной мощности, который способен преобразовывать номинальное напряжение обычной однофазной сети и обеспечивать постоянную величину соответствующего тока. Это необходимо для того, чтобы возникла и удерживалась нормальная электродуга.
Схема устройства сварочного полуавтомата.
Для источника питания повышенной мощности потребуются следующие составляющие:
- Выпрямитель.
- Инверторы.
- Трансформатор тока и напряжения.
- Регуляторы тока и напряжения (для улучшения качественных характеристик самой электродуги).
- Вспомогательные устройства.
Есть простое правило, которое поможет сделать нужный выбор: чем сильнее электрическая сеть и толще электропроводка, тем большим должен быть электрод.Основные составляющие сварочного аппарата:
- Магнитопровод трансформатора.
- Первичные обмотки.
- Вторичные обмотки.
- Добавочная обмотка.
- Выносные конденсаторы.
- Переключатель режимов сварки.
- Контактный температурный датчик и сигнальное звуковое устройство.
- Переключатели режимов сварки.
Вернуться к оглавлению
Зачем нужен бетон?
Схема самодельного сварочного аппарата постоянного тока.
Корпус сварочного аппарата — немаловажный вопрос. Для изготовления корпусов подобного оборудования принято применять специально приготовленный бетон. Он должен иметь хороший показатель пластичности. Подойдет тот, что наиболее легко принимает нужную форму и застывает в максимально короткие сроки.
Для корпуса потребуются мелкозернистый песок и цемент. Первый должен составлять 75% от сухой смеси бетона, второй — ее пятую часть. Оставшиеся 5% сухой смеси — это клей ПВА и стекловата в соотношении 1:1. Вместо клея можно использовать водорастворимый латекс.
Многие начинающие мастера считают, что изготовить сварочный аппарат намного легче, чем выполнить его корпус. На самом деле нет ничего сложного, если совершать все действия последовательно. Главная ошибка — неправильно выбранная толщина корпуса, она не должна быть меньше 1 см. Сварочный аппарат необходимо очистить. Затем устройство просушивают и только тогда приступают к изготовлению корпуса. Когда бетон застыл, сварочный аппарат обязательно надо обработать снаружи. Для этого нужен органический мономер.
Для данной задачи подойдут стирол или метилметакрилат. Как только бетон пропитан мономером, необходимо выполнить термообработку поверхности. Температура для этих целей должна быть не менее 700С. При этом происходит полимеризация мономера. В результате этой процедуры идет образование водонепроницаемого слоя на корпусе самого аппарата. После нее сварочный аппарат будет защищен от воздействия внешней среды.
Вернуться к оглавлению
Самый простой способ
Точечная сварка наиболее востребована в повседневном быту, но часто у человека просто нет времени на изготовление сложной внутренней части сварочного аппарата. Если она вызывает затруднения, можно прибегнуть к самому примитивному варианту решения вопроса. Проверьте: какая неисправная бытовая техника есть в доме.
Чертеж самодельного сварочного аппарата.
Если сломалась микроволновая печь, не спешите ее выбрасывать — при наличии новой электропроводки, деревяшек, хомутиков и наконечников — аппарат для точечной сварки можно изготовить очень быстро.
Потребуются:
- Шайбы.
- Саморезы.
- Скобы.
Они должны соответствовать предполагаемым размерам сварочного аппарата. Если у сломавшейся микроволновой печи трансформатор исправен, он и станет основой нового самодельного оборудования.
Вернуться к оглавлению
Изготовление оборудования для сварки начинающими мастерами
Вначале у трансформатора удаляют вторичную обмотку. Данную операцию надо выполнять аккуратно. В качестве инструмента лучше использовать угловой шлифовальный станок с отрезным диском.
Принципиальная электрическая схема блока питания сварочного аппарата.
Частой ошибкой новичков является поврежденная основа, происходит это, как правило, из-за спешки. С вторичной обмотки удаляется пластинчатый сердечник. Как должен выглядеть после такой операции трансформатор? Обрезанным с двух сторон. Сразу же надо проверить, остались ли после удаления элемента сварочные точки. Если они есть, трансформатор будет работать более качественно. Идеальный вариант, если в процессе удаления вторичной обработки изоляция сердечник не получил дефектов. Но такое у новичков бывает весьма редко.
Далее закрепляется магнитный шунт, если он отделился от трансформатора. Шунт ограничивает мощность передачи тока между катушками. Трансформатор только тогда функционирует нормально, когда шунту не нанесен ущерб. Затем осуществляется перемотка трансформатора с применением толстого медного провода сечением 21 кв. мм. Если изоляция сердечника повреждена, данный участок закрывают изолентой. Она не допустит возникновения дефектов в обмоточном проводе. Часто у начинающих мастеров-умельцев возникает вопрос: сколько раз надо обмотать трансформатор. Как показывает практика, в среднем 3-4 раза вполне достаточно. Затем трансформатор сажают на деревянный брусок. Скобами закрепляют верхнюю и нижнюю рабочую станцию, которую чаще называют «челюсть». Чем качественнее закреплены в составляющих станции электроды, тем лучше работает трансформатор. Если контакт плохой, не будет достаточной температуры для осуществления сварки.
Электроды фиксируют саморезами на верхнем и нижнем брусках. Следующий шаг: подсоединение к ним проводов из обмотки. Сложность обычно вызывает правильное крепление медных клемм. Операцию очень просто выполнить при помощи плоскогубцев, предварительно обрезав провода. Как только домашний точечный сварочный аппарат готов, необходимо проверить его функционирование и только тогда выполнять с его помощью необходимые работы, соблюдая все правила техники безопасности.
moiinstrumenty.ru
Простейший сварочный аппарат своими руками » Полезные самоделки
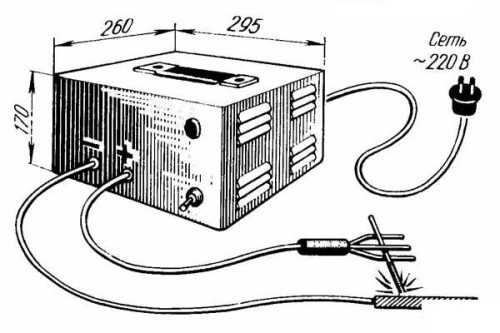
Основа её - трёхфазный понижающий трансформатор 380/36 В, мощностью 1-2 кВт (например: ИВ-8, ИВ-10, С-Б22), предназначенный для питания пониженным напряжением электроинструментов. Годится даже экземпляр с одной перегоревший обмоткой.
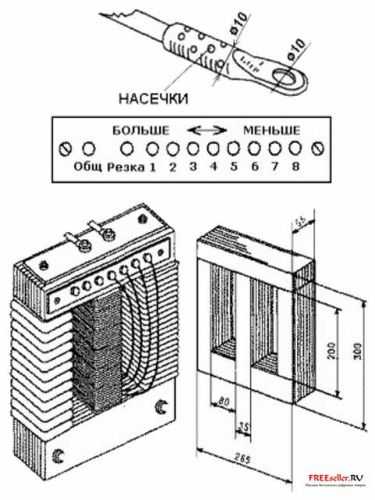
Рис. 1 Внешний вид сварочного трансформатора.
Не разбирая сердечник, снимите со всех катушек вторичные обмотки, перекусив медную шину в нескольких местах. Первичные обмотки крайних катушек не трогайте, а среднюю перемотайте тем же проводом, делая через каждые 30 витков отводы. В общей сложности их должно быть 8-10, поэтому наденьте на каждый бирку с номером.
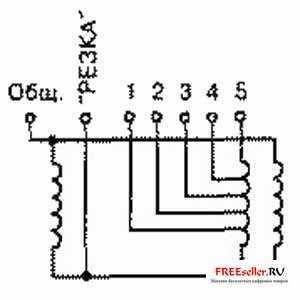
Рис.2. Электрическая схема соединения обмоток трансформатора на напряжение 220В.
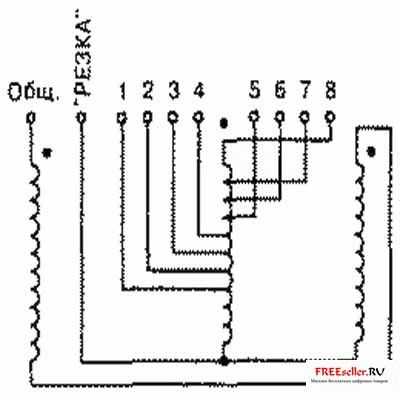
Рис.3. Электрическая схема соединения обмоток трансформатора на напряжение 380В.
Затем на двух крайних катушках намотайте до полного заполнения вторичную обмотку, воспользовавшись трёхфазным силовым многожильным кабелем, состоящим из трёх проводов диаметром 6-8 мм и одного потоньше. Он выдерживает большой ток, имеет надёжную изоляцию, благодаря его гибкости удаётся выполнить плотную намотку без предварительной разборки агрегата. Всего пойдет около 25 м такого кабеля. Его можно заменить и проводом меньшего сечения, сложив жилы при намотке вдвое.Работу удобнее выполнять вдвоём: один укладывает витки, а другой протягивает провод.
Клеммы для выводов вторичной обмотки изготовьте из медной трубки диаметром 10-12 мм и длиной 30-40 мм. С одной стороны расклепайте её и в получившейся пластине просверлите отверстие диаметром 10 мм, а с другой вставьте тщательно зачищенные прохода, обожмите их лёгкими ударами молотка, а затем для улучшения контакта сделайте на поверхности трубки насечки керном.С панели, расположенной на верху трансформатора, удалите штатные винты с гайками М6 и замените их двумя новыми с резьбой М10 (желательно медными) - к ним будут подсоединены клеммы вторичной обмотки.
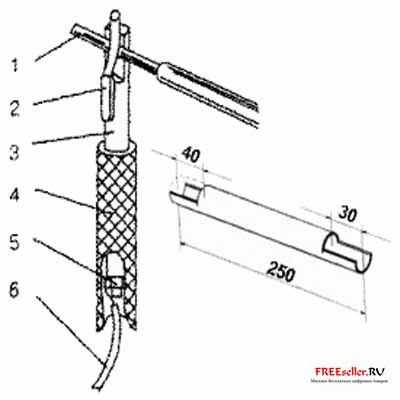
Рис.4. Электродержатель:1 - электрод; 2 - пружина; 3 - труба; 4 - резиновый шланг; 5 - винт и гайка М8; 6 - кабель
Для выводов первичной обмотки изготовьте дополнительную плату из текстолита толщиной 3 мм и прикрепите её к трансформатору, как показано на рисунке. Предварительно просверлите в ней 10-11 отверстий диаметром 6 мм и вставьте в них винты М6 с двумя гайками и шайбами. Если аппарат будет питаться от сети 220 В, то две крайние обмотки соедините параллельно, а среднюю подключите к ним последовательно (см. электрическую схему). Ещё лучше установка работает от сети 380 В. В этом случае все первичные обмотки соедините последовательно - сначала две кравшие, а затем среднюю. Выводы крайних обмоток подключите к общей клемме, а два других - к клемме «Резка». Отводы средней обмотки пойдут соответственно к клеммам «1», «2», «3» и т. д.
Средняя обмотка выполняет функцию дополнительного индуктивного сопротивления в цепи крайних, снижая напряжение и ток во вторичной обмотке. Электрододержатель (см. рис.4) изготовлен из трубы 3/4'" длиной 250 мм. С обеих сторон трубы на расстоянии 40 и 30 мм от её торцов выпилите ножовкой выемки глубиной в половину диаметра. А чтобы электрод можно было прижимать к держателю, приварите к трубе над большей выемкой отрезок стальной проволоки диаметром 6 мм. С противоположной стороны просверлите отверстие диаметром 8,2 мм и с помощью медной клеммы и винта М8 с гайкой подсоедините к держателю отрезок такого же кабеля, каким намотана вторичная обмотка. Сверху на трубу наденьте резиновый или капроновый шланг с подходящим внутренним диаметром.
Аппарат подключают к сети через рубильник проводами сечением не менее 1,5 мм2 - один к клемме «Общ.», а другой - к одному из выводов «1» - «8» (в зависимости от величины сварочного тока).
Самый большой ток будет при подключении к клемме «Резка». Ток первичной обмотки трансформатора не превышает 25 А, а ток вторичной изменяется от 60 до 120 А. Не забывайте, что сварочный аппарат предназначен для выполнения сравнительно небольшого объёма работ. Поэтому после использования 10-15 электродов диаметром 3 мм ему необходимо дать остыть. Соответственно с электродами диаметром 4 мм время непрерывной работы установки придётся сократить ещё больше. Зато с электродами диаметром 2 мм можно действовать без вынужденных перерывов (температура нагрева трансформатора не превышает 70-80°). В режиме «Резка» сварочный аппарат нагревается быстрее всего, поэтому и «отдыхать» он в этом случае должен чаще. Резать можно металл практически любой используемой в быту толщины. При переходе с одного режима сварки на другой не забывайте отключать сетевой рубильник.
Н. Яшкин, с. Антоновна, Николаевская обл.
www.freeseller.ru
Сварочный аппарат своими руками
Различные конструкии или ремонт металлических узлов требуют применения сварки. И хотя в продаже появилось большое количество сварочных аппаратов как импортного, так и российского производства, действительно надёжные и хорошие аппараты стоят дорого, а более дешевые не всегда обеспечивают приемлимое качество сварочных работ. Поэтому ниже мы рассмотрим полезный материал по конструированию самодельных сварочных аппаратов, не хуже китайских. В любом случае, информация будет полезна даже при выборе и покупке уже готовых сварочных аппаратов. Для начала можете скачать и почитать книгу по изготовлению сварочников.
В зависимости от используемого для сварки напряжения, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах.
Для сглаживания пульсаций напряжения один из выводов аппарата подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 – 15 витков медной шины сечением S = 35 мм2 намотанной на любом сердечнике, например от магнитного пускателя. Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с использованием мощных управляемых тиристоров. Преимущества регуляторов постоянного тока — в их универсальности. Диапазон изменения ими напряжений составляет 0,1-0,9 Uxx. что позволяет использовать их не только для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
Сварочные аппараты переменного тока применяются при сварке электродами, диаметр которых более 1,6 – 2 мм, а толщина свариваемых изделий — более 1,5 мм. При этом ток сварки значителен (десятки ампер) и дуга горит достаточно устойчиво. Используются электроды, предназначенные для сварки только на переменном токе. Для нормальной работы сварочного аппарата необходимо:
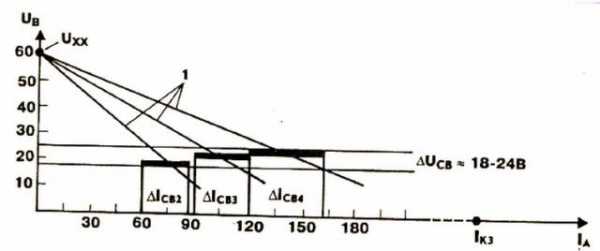
1. Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского сварочника Uxx = 60в. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы.
2. Обеспечить напряжение сварки Uсв необходимое для устойчивого горения дуги. В зависимости от диаметра электрода - Uсв = 18–24в.
3. Обеспечить номинальный сварочный ток Iсв = (30–40) dэ, где Iсв— величина сварочного тока, А; 30–40 — коэффициент, зависящий от типа и диаметра электрода; dэ — диаметр электрода, мм.
4. Ограничить ток короткого замыкания Iкз, величина которого не должна превышать номинальный сварочный ток более чем на 30 – 35%.
Устойчивое горение дуги возможно в том случае, если сварочный аппарат будет обладать падающей внешней характеристикой, которая определяет зависимость между силой тока и напряжением в сварочной цепи.
Для ступенчатого перекрытия диапазона сварочных токов необходима коммутация как первичных обмоток, так и вторичных (что конструктивно более сложно из-за большого протекающего в ней тока). Кроме того, для плавного изменения тока сварки в пределах выбранного диапазона используются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к снижению тока сварки. Конструируя любительский сварочный аппарат не следует стремиться к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2–4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и небольшой вес; достаточная продолжительность работы (не менее 5 – 7 электродов dэ = 3–4 мм) от сети 220в. Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а увеличение продолжительности работы — благодаря использованию стали с высокой магнитной проницаемостью и теплостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная основы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их изготовления.
Выбор типа сердечника сварочного трансформатора
Для сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник набирают из пластин электротехнической стали любой конфигурации толщиной 0,35-0,55 мм, стянутых шпильками, изолированными от сердечника.
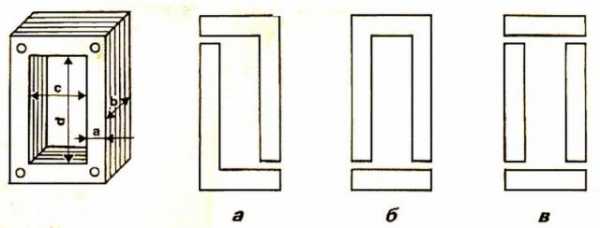
При подборе сердечника необходимо учитывать размеры “окна”, чтобы поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см2. Как показывает практика, не следует выбирать минимальные значения S = 30 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и качественную сварку получить будет трудно. Да и перегрев сварочного аппарата после непродолжительной работы также неизбежен. Сечение сердечника должно составлять S = 50 см2. Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые обладают более высокими электротехническими характеристиками, примерно в 5 раз выше, чем у стержневого, а электропотери невелики. Трудозатраты на их изготовление более значительны и связаны в первую очередь с размещением обмоток на торе и сложностью самой намотки. Однако при правильном подходе они дают хорошие результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Например сердечник из автотрансформатора «Латр» на 9 А. Для увеличения внутреннего диаметра тора с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника. Но, как показывает практика, одного «Латра» недостаточно для изготовления качественного сварочника (мало сечение S). Даже после работы с 1–2 электродами диаметром 3 мм он перегревается.
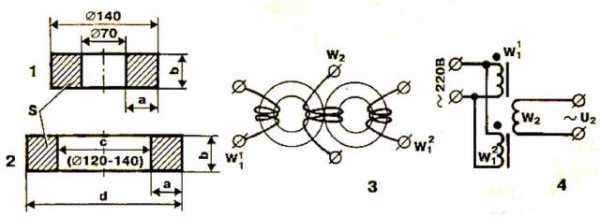
Возможно использование двух подобных сердечников по следующей схеме или изготовление одного сердечника путем перемотки двух. Иногда их делают на основе статоров асинхронных трехфазных электродвигателей большой мощности. Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластины статора не в полной мере соответствуют параметрам электротехнической трансформаторной стали, поэтому уменьшать сечение S менее 40 см нецелесообразно. Статор освобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, защищают внутреннюю поверхность напильником или абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор провода обмоток
Для сетевых обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в ПХВ изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P2=Iсв*Uсв. Если сварка ведется электродом dэ=4 мм, при токе 130-160 А, то мощность вторичной обмотки составит: Р2=160*24=3,5-4 кВт, а мощность первичной обмотки с учетом потерь составит порядка 5-5,5 кВт. Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А. Следовательно, площадь сечения провода первичной обмотки S1 должна быть не менее 5 мм2.
На практике площадь сечения провода желательно взять несколько больше, примерно 7 мм2. Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6...3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D2)/4 или S=3,14*R2; D - диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза. Число витков первичной обмотки W1 определяется из формулы:
W1=(k2*S)/U1, где
k2 - постоянный коэффициент;
S - площадь сечения ярма в см2.
При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно. Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и Uхх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W2.
Вторичная обмотка W2 должна содержать 70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты.
Правила намотки обмоток сварочного аппарата
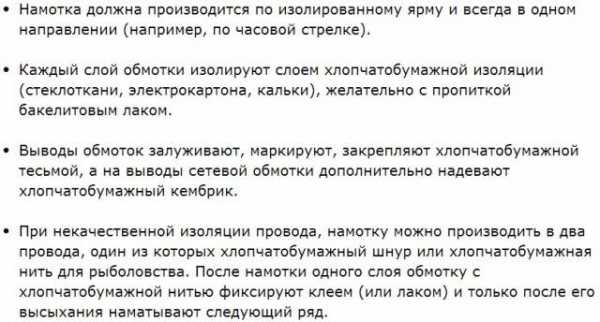
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более "жесткий" режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
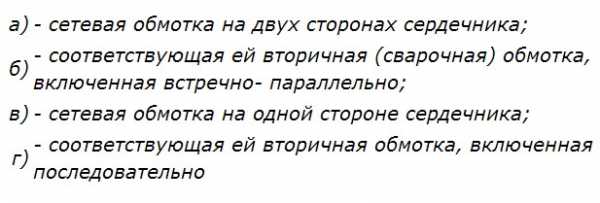
Второй способ намотки первичной обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит "мягко", длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4-6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется - это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно. В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60% от общего числа ее витков. Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80-90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20-25% относительно напряжения холостого хода.
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка самодельного сварочного аппарата
При сварке различными электродами снимают значения тока сварки - Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
Схема измерителей напряжения и тока сварки и конструкция трансформатора тока
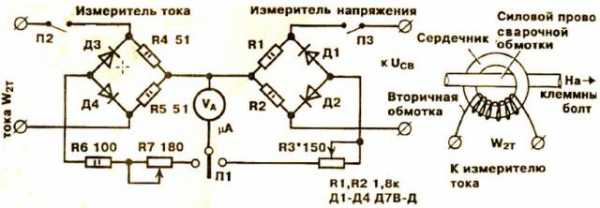
Измеритель напряжения подключают к выходной обмотке трансформатора. Настройку осуществляют с помощью любого тестера, которым контролируют выходное напряжение сварки. С помощью переменного сопротивления R3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении Uxx. Шкала измерителя напряжения достаточно линейна. Для большей точности можно снять три контрольные точки и проградуировать измерительный прибор на измерение напряжений.

Более сложно настроить измеритель тока, поскольку он подключается к самостоятельно изготовленному трансформатору тока. Последний представляет собой сердечник тороидального типа с двумя обмотками. Размеры сердечника (внешний диаметр 40 мм) принципиального значения не имеют, главное, чтобы уместились обмотки. Материал сердечника — трансформаторная сталь, пермаллой или феррит. Вторичная обмотка состоит из 600 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО диаметром 0,2 мм и подключена к измерителю тока. Первичная обмотка — это силовой провод, проходящий внутри кольца и подключаемый к клемному болту. Настройка измерителя тока заключается в следующем. К сварочной обмотке подключают калиброванное сопротивление из толстой нихромовой проволоки на 2 секунды (сильно греется) и измеряют напряжение на выходе сварочника. По закону Ома определяют ток, протекающий в сварочной обмотке. Например, при подключении Rн = 0,2 Ом Uвых = 30в. Отмечают точку на шкале прибора. Трех измерений с различными RH достаточно, чтобы откалибровать измеритель тока. После калибровки приборы устанавливают на корпус, пользуясь общепринятыми рекомендациями. При сварке в различных условиях переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение. Итак, на основе этих рекомендаций можно сделать вполне достойный сварочный аппарат своими руками, даже не имея особого опыта. Л. А. Ерлыкин
Продолжая тему Сварочный аппарат своими руками:|
|
| |||
|
|

smasteri.at.ua










Карта сайта

г.Краснодар, ул.Симферопольская дом 5, офис 9
![]() 8 (989) 212 27 02
8 (989) 212 27 02 ![]() 8 (861) 260 24 40
8 (861) 260 24 40
